Trang chủ / Tin tức / Tin tức trong ngành / Tại sao đúc cát lại đánh bại đúc khuôn cho nhiều ứng dụng
Câu trả lời ngắn gọn: Đúc cát thắng về chi phí, tính linh hoạt và quy mô
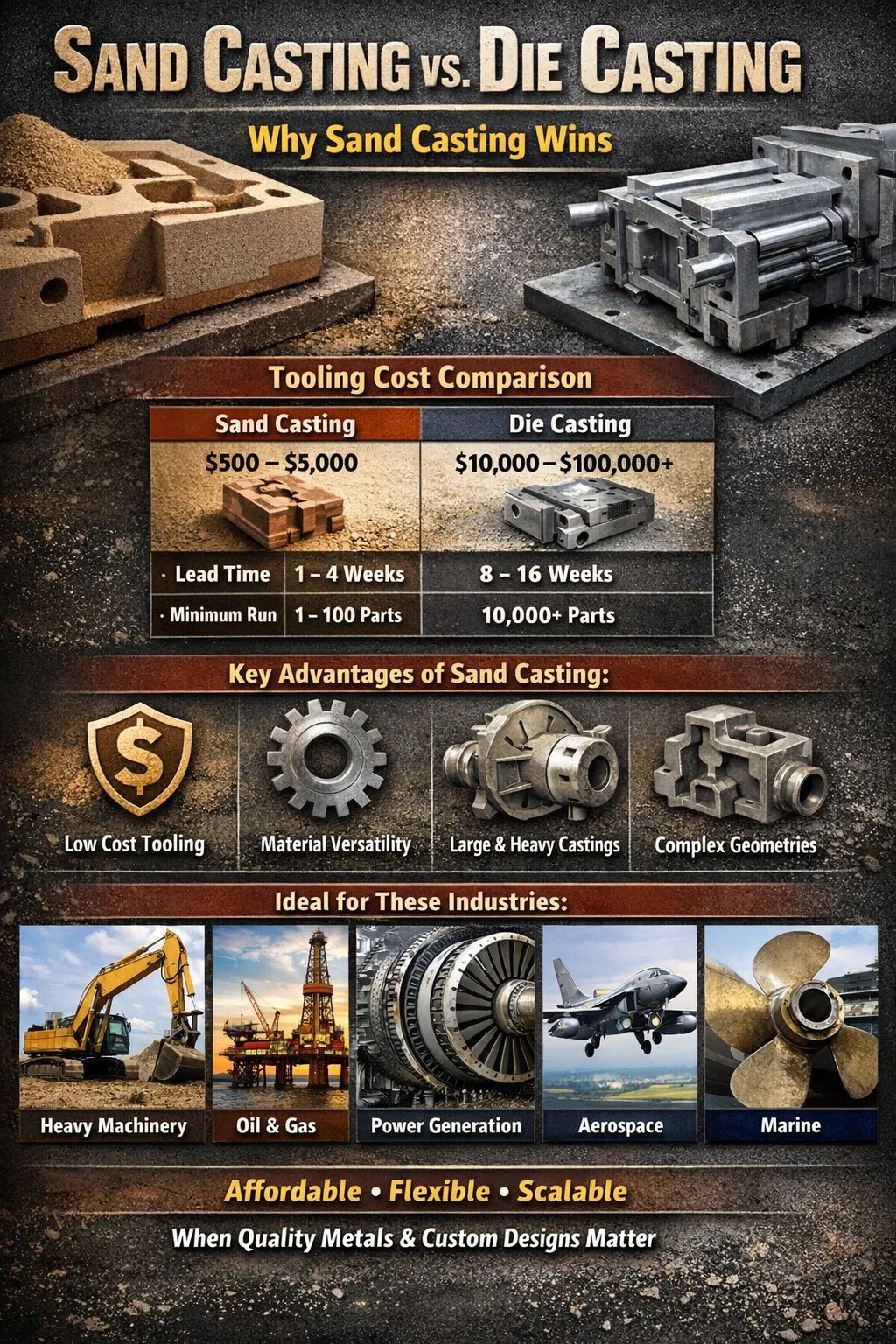
Nếu bạn đang lựa chọn giữa đúc cát và đúc khuôn, quyết định sẽ phụ thuộc vào những gì bạn thực sự cần. Đúc cát tốt hơn đúc khuôn khi ngân sách dụng cụ eo hẹp, khi các bộ phận lớn hoặc phức tạp về mặt hình học, khi liên quan đến khối lượng sản xuất từ thấp đến trung bình hoặc khi phải sử dụng kim loại màu như thép và sắt. Đúc khuôn vượt trội trong việc sản xuất khối lượng lớn các bộ phận nhôm hoặc kẽm nhỏ, có thành mỏng, trong đó độ hoàn thiện bề mặt và độ đồng nhất về kích thước là rất quan trọng. Nhưng đối với nhiều ứng dụng công nghiệp, kỹ thuật và nguyên mẫu, đúc cát vẫn là sự lựa chọn thiết thực và kinh tế hơn.
Sự khác biệt cơ bản nằm ở dụng cụ. Một khuôn đúc khuôn có thể có giá từ 10.000 USD đến trên 100.000 USD , trong khi mẫu đúc bằng cát thường có giá từ 500 USD và 5.000 USD . Đối với bất cứ thứ gì thiếu sản xuất hàng loạt đều lên tới hàng trăm nghìn, chỉ riêng khoảng cách đó đã khiến việc đúc cát trở thành quyết định tài chính thông minh hơn.
Chi phí dụng cụ: Đúc cát có lợi thế quyết định so với đúc khuôn
Đúc khuôn đòi hỏi khuôn thép cứng phải chịu được hàng nghìn chu kỳ phun dưới áp suất cực lớn - thường từ 1.500 đến 25.000 psi. Việc sản xuất những khuôn này đòi hỏi phải gia công chính xác, xử lý nhiệt và xác minh chất lượng toàn diện. Thời gian chuẩn bị cho một khuôn đúc thường là 8 đến 16 tuần và sau khi được xây dựng, việc sửa đổi sẽ tốn kém hoặc không thể thực hiện được nếu không loại bỏ toàn bộ công cụ.
Ngược lại, các mẫu đúc cát được làm từ gỗ, nhựa hoặc nhôm. Chúng được sản xuất đơn giản hơn nhiều, dễ sửa đổi hơn và rẻ hơn đáng kể. Nếu cần thay đổi thiết kế sau quá trình sản xuất ban đầu, mẫu đúc cát có thể được làm lại hoặc xây dựng lại với chi phí chỉ bằng một phần chi phí thay đổi khuôn đúc.
Đối với việc phát triển nguyên mẫu và kỹ thuật lặp lại, sự khác biệt này có tính chất biến đổi. Nhóm sản phẩm đang phát triển vỏ máy bơm công nghiệp hoặc giá đỡ tùy chỉnh có thể thử nghiệm ba hoặc bốn lần lặp thiết kế trong quá trình đúc cát với cùng mức chi phí như một khuôn đúc đơn. Điều này đẩy nhanh tiến độ phát triển sản phẩm và giảm rủi ro tài chính ở giai đoạn đầu của dự án.
| Yếu tố | Đúc cát | Đúc chết |
|---|---|---|
| Chi phí dụng cụ điển hình | $500 – $5,000 | 10.000 USD – 100.000 USD |
| Thời gian dẫn dụng cụ | 1 – 4 tuần | 8 – 16 tuần |
| Chi phí sửa đổi thiết kế | Thấp | Rất cao |
| Chạy khả thi tối thiểu | 1 – 100 phần | 10.000 bộ phận |
Tính linh hoạt của vật liệu: Đúc cát hoạt động với kim loại Đúc chết không thể xử lý
Đây là một trong những hạn chế kỹ thuật quan trọng nhất của phương pháp đúc khuôn thường không được thừa nhận. Đúc khuôn chủ yếu được giới hạn ở các kim loại màu có điểm nóng chảy tương đối thấp—chủ yếu là nhôm (điểm nóng chảy ~1.220°F / 660°C), kẽm (~787°F / 419°C) và magie (~1.202°F / 650°C). Lý do rất đơn giản: nhiệt độ cực cao cần thiết để nấu chảy kim loại đen sẽ phá hủy khuôn thép trong thời gian ngắn.
Đúc cát không có hạn chế như vậy. Nó được sử dụng thường xuyên với:
- Sắt xám và sắt dẻo (nhiệt độ nóng chảy ~2.100°F / 1.150°C)
- Thép cacbon và thép không gỉ (~2.500–2.800°F / 1.370–1.538°C)
- Hợp kim đồng và đồng thau (~1.750–1.980°F / 955–1.082°C)
- Hợp kim niken và siêu hợp kim được sử dụng trong các ứng dụng hàng không vũ trụ và năng lượng
- Nhôm và hợp kim nhôm (tương thích với cả hai quy trình)
Đối với các ngành công nghiệp phụ thuộc vào các thành phần sắt hoặc thép—như máy móc hạng nặng, thiết bị xây dựng, máy nông nghiệp và kỹ thuật hàng hải—đúc cát không chỉ đơn giản là một ưu tiên. Đây là lựa chọn đúc khả thi duy nhất. Hãy xem xét điều đó sắt xám chiếm khoảng 70% tổng số vật đúc được sản xuất trên toàn cầu và gần như toàn bộ khối lượng đó được tạo ra thông qua quá trình đúc cát. Chỉ riêng số liệu thống kê đó đã báo hiệu nơi quy trình thực sự chiếm ưu thế.
Đặc biệt, sắt dẻo mang đến sự kết hợp giữa độ bền kéo, độ dẻo và khả năng gia công khiến nó trở thành vật liệu được ưa chuộng cho các bánh răng, trục khuỷu, các bộ phận thủy lực và các bộ phận kết cấu. Không có ứng dụng nào trong số này có thể truy cập được thông qua việc đúc khuôn. Đúc cát là cửa ngõ dẫn đến đầy đủ các kim loại kỹ thuật, không chỉ là tập hợp con phù hợp với giới hạn nhiệt của đúc khuôn.
Kích thước và trọng lượng bộ phận: Cân đúc cát mà việc đúc khuôn không thể thực hiện được
Máy đúc khuôn rất mạnh mẽ nhưng chúng bị hạn chế về mặt vật lý. Ngay cả những máy đúc khuôn áp suất cao lớn nhất được sử dụng trong thương mại cũng vượt trội trong việc sản xuất các bộ phận có trọng lượng khoảng 50 đến 75 pound (22 đến 34 kg) . Bản thân khuôn phải vừa với kích thước trục lăn của máy và áp suất phun liên quan khiến các bộ phận rất lớn không thể thực hiện được về mặt cấu trúc.
Đúc cát hầu như không bị giới hạn về kích thước hoặc trọng lượng. Khối động cơ, vỏ tuabin, vỏ bơm, chân vịt tàu và thân van công nghiệp thường được đúc bằng cát. Cân các bộ phận vài tấn không phải là hiếm trong các lĩnh vực như sản xuất điện, khai thác mỏ và dầu khí ngoài khơi. Một bộ phận bằng gang đúc đơn cho động cơ diesel lớn có thể nặng từ 500 pound trở lên—hoàn toàn nằm ngoài phạm vi của bất kỳ quy trình đúc khuôn nào.
Khả năng mở rộng này có nghĩa là đối với các kỹ sư làm việc trên các thiết bị có vốn lớn hoặc các thành phần kết cấu, việc đúc cát không được lựa chọn thay vì đúc khuôn như một sự thỏa hiệp—đó là quy trình duy nhất có thể tạo ra những gì được yêu cầu về mặt vật lý. Khuôn chỉ được xây dựng lại từ cát mỗi lần, do đó không có giới hạn về trục lăn máy, không có hạn chế về công suất khuôn và không có trần áp suất phun để làm việc.
Độ phức tạp về hình học và các tính năng bên trong: Đúc cát mang lại nhiều tự do thiết kế hơn
Đúc khuôn sử dụng khuôn kim loại cứng phải mở và đóng theo đường thẳng, có nghĩa là mọi đặc điểm của bộ phận phải được định hướng để cho phép tách khuôn mà không cắt xén dụng cụ. Các đường dẫn bên trong phức tạp, các khoang sâu và các rãnh cắt đều không thể thực hiện được hoặc đòi hỏi các cơ chế tác động phụ tốn kém làm tăng thêm chi phí đáng kể cho khuôn.
Đúc cát sử dụng khuôn và lõi có thể sử dụng được. Lõi là một hình dạng cát riêng biệt được đặt bên trong khoang khuôn để tạo ra các khoảng trống bên trong—các khoang rỗng, lối đi, kênh và hình học bên trong phức tạp mà về mặt vật lý không thể có được trong một khuôn cứng. Khả năng này là lý do tại sao việc đúc cát được sử dụng cho các khối động cơ có áo nước, ống góp có đường dẫn dòng bên trong và thân van có nhiều kênh bên trong.
Những gì lõi cho phép trong đúc cát
- Đường làm mát bên trong trong các bộ phận động cơ và tuabin
- Phần cấu trúc rỗng giúp giảm trọng lượng mà không làm giảm sức mạnh
- Các kênh dòng chất lỏng phức tạp trong vỏ bơm và van
- Hình học cắt xén sẽ khóa một bộ phận bên trong khuôn cứng
- Nhiều khoang bên trong giao nhau trong một lần đúc
Đúc khuôn có thể tạo ra lõi bằng cách sử dụng các hạt dao hòa tan hoặc tách rời trong một số ứng dụng, nhưng điều này làm tăng thêm chi phí và độ phức tạp của quy trình, nhanh chóng làm xói mòn các lợi thế về hiệu quả mà đúc khuôn thường mang lại. Đối với các bộ phận mà hình học bên trong là ưu tiên thiết kế, đúc cát sẽ vượt trội hơn về mặt kiến trúc.
Yêu cầu về độ dày của tường cũng khác nhau đáng kể. Đúc khuôn có thể tạo ra những bức tường rất mỏng - đôi khi mỏng như 0,040 inch (1 mm) —rất tuyệt vời cho các bộ phận tiêu dùng nhẹ hoặc ô tô. Nhưng nó cũng thực thi các yêu cầu về tính đồng nhất để đảm bảo dòng kim loại lấp đầy khuôn. Đúc cát có khả năng chịu đựng tốt hơn với các độ dày thành khác nhau trong một bộ phận, giúp các kỹ sư thiết kế tự do hơn khi tạo ra các cấu trúc phức tạp với cả phần dày và mỏng.
Khối lượng sản xuất: Tại sao việc đúc cát lại tốt hơn khi chạy khối lượng từ thấp đến trung bình
Tính kinh tế của việc đúc khuôn được xây dựng dựa trên việc khấu hao chi phí dụng cụ cố định rất cao cho một số lượng rất lớn các bộ phận. Khi khoản khấu hao đó có hiệu quả—khi bạn sản xuất 50.000, 100.000 hoặc 500.000 bộ phận giống hệt nhau—chi phí trên mỗi đơn vị thấp của phương pháp đúc khuôn sẽ trở nên hấp dẫn. Quá trình đúc khuôn diễn ra nhanh chóng: một chu trình đúc khuôn nhôm điển hình mất khoảng 30 và 60 giây và máy móc có thể chạy với lượng lao động tối thiểu trong môi trường tự động hóa cao.
Nhưng bên ngoài bối cảnh có khối lượng lớn đó, toán học sẽ đảo ngược. Đối với một người mua cần 500 vỏ ống góp tùy chỉnh mỗi năm, việc chi 50.000 đô la cho một khuôn đúc có nghĩa là chỉ riêng chi phí dụng cụ đã thêm 100 đô la cho mỗi bộ phận trước khi một pound nhôm bị nấu chảy. Phần tương tự trong quá trình đúc cát, với mẫu 3.000 USD, chỉ thêm 6 USD chi phí dụng cụ trên mỗi đơn vị - một sự khác biệt hiếm khi biến mất ngay cả khi tính đến thời gian chu kỳ chậm hơn của quá trình đúc cát và hàm lượng lao động trên mỗi đơn vị cao hơn.
Đây là lý do tại sao các nhà sản xuất hàng không vũ trụ, quốc phòng, dầu khí và thiết bị công nghiệp tùy chỉnh phụ thuộc rất nhiều vào đúc cát. Khối lượng sản xuất của họ thường ở mức hàng chục đến hàng nghìn mỗi năm. Trong những bối cảnh đó, việc đúc cát không phải là một sự thỏa hiệp—đó là sự lựa chọn kinh tế hợp lý duy nhất.
Khối lượng hòa vốn giữa đúc cát và đúc khuôn
Điểm giao nhau mà tại đó việc đúc khuôn trở nên tiết kiệm hơn so với đúc cát phụ thuộc vào độ phức tạp của bộ phận, kích thước và vật liệu. Là một điểm chuẩn chung:
- Đối với các bộ phận nhôm nhỏ dưới 2 lbs, việc đúc khuôn thường trở nên cạnh tranh hơn 10.000–20.000 bộ phận mỗi năm
- Đối với các sản phẩm trung bình từ 2–10 lbs, mức hòa vốn chuyển sang 25.000–75.000 bộ phận mỗi năm
- Đối với các bộ phận lớn hoặc phức tạp, đúc cát thường mang lại hiệu quả về mặt chi phí ở bất kỳ khối lượng thương mại hợp lý nào.
Đây là những ước tính sơ bộ và điểm hòa vốn thực tế phải luôn được tính cho một ứng dụng cụ thể. Nhưng họ minh họa rằng phần lớn các ứng dụng đúc công nghiệp—đặc biệt là trong các lĩnh vực mà việc tùy chỉnh, độ tin cậy và hiệu suất vật liệu quan trọng hơn giá trên mỗi đơn vị—nằm trong vùng lợi thế đúc cát.
Độ xốp và tính chất cơ học: Giải quyết điểm yếu của khuôn đúc
Một trong những nhược điểm ít được thảo luận nhất của đúc khuôn là vấn đề về độ xốp. Khi kim loại nóng chảy được bơm vào khuôn ở áp suất cao, không khí có thể bị giữ lại bên trong bộ phận, tạo ra các khoảng trống cực nhỏ—độ xốp—làm ảnh hưởng đến tính toàn vẹn của cấu trúc. Đúc khuôn áp suất cao thường không phù hợp để xử lý nhiệt vì nhiệt làm cho các khí bị mắc kẹt nở ra, gây phồng rộp hoặc biến dạng làm hỏng bộ phận.
Đây là một hạn chế kỹ thuật đáng kể. Nhiều hợp kim nhôm và magiê chỉ phát triển các đặc tính cơ học đầy đủ của chúng sau khi xử lý nhiệt và lão hóa bằng dung dịch (ví dụ như nhiệt độ T6). Nếu bản thân quá trình đúc ngăn cản quá trình xử lý nhiệt thì phần cuối cùng sẽ hoạt động với một phần độ bền và độ cứng tiềm năng của vật liệu. Đúc khuôn chân không và đúc ép có thể làm giảm độ xốp, nhưng đây là những quy trình cao cấp làm tăng thêm chi phí và không được phổ biến rộng rãi.
Đúc cát, vì nó lấp đầy khuôn ở vận tốc thấp hơn dưới trọng lực hoặc áp suất thấp, tạo ra ít khí bị mắc kẹt hơn đáng kể. Các bộ phận đúc bằng cát thường có thể được xử lý nhiệt mà không gặp vấn đề gì, cho phép đạt được đầy đủ các đặc tính của hợp kim. Đối với các ứng dụng kết cấu trong ngành hàng không vũ trụ, ô tô hoặc thiết bị nặng trong đó chứng nhận vật liệu và tính chất cơ học là rất quan trọng thì đây là một lợi thế mang tính quyết định.
Ngoài ra, các thành phần gang cát—đặc biệt là sắt dẻo—thể hiện khả năng gia công tuyệt vời, giảm rung và chống mài mòn. Đây là những đặc tính vốn có của vật liệu và có thể tiếp cận đầy đủ thông qua quá trình đúc cát mà không có giới hạn về độ xốp hạn chế các ứng dụng đúc khuôn.
Thời gian chuẩn bị cho các bộ phận mới: Đúc cát giúp bạn nhanh hơn trong giai đoạn đầu
Khi cần nhanh chóng một bộ phận mới—cho dù để đánh giá nguyên mẫu, thay thế khẩn cấp hay sản xuất thử nghiệm—lợi thế về thời gian thực hiện của việc đúc cát là rất đáng kể. Bởi vì các mẫu đúc cát được sản xuất đơn giản và nhanh chóng nên sản phẩm đúc đầu tiên thường có thể được giao trong 2 đến 6 tuần từ khâu hoàn thiện thiết kế. Một số xưởng đúc chuyên đúc cát quay nhanh có thể cung cấp các vật đúc nguyên mẫu chỉ trong thời gian ngắn. 5 đến 10 ngày làm việc .
So với phương pháp đúc khuôn, chỉ riêng dụng cụ cũng phải mất từ 8 đến 16 tuần trước khi một bộ phận sản xuất duy nhất được tạo ra, lợi thế về thời gian đúc cát trong quá trình phát triển sản phẩm mới là rất lớn. Đối với các công ty có lịch trình ra mắt rầm rộ hoặc đối với các tình huống bảo trì trong đó một bộ phận quan trọng cần được thay thế nhanh chóng, sự khác biệt này có thể trực tiếp dẫn đến việc giảm thời gian ngừng hoạt động, thời gian tiếp thị nhanh hơn và rủi ro chương trình thấp hơn.
Điều này cũng làm cho việc đúc cát trở thành lựa chọn tiêu chuẩn cho các bộ phận thay thế trên máy móc cũ hoặc thiết bị cũ mà không còn dụng cụ nào hiện có. Khi một máy ép công nghiệp 30 tuổi cần một vỏ sắt thay thế vốn được sản xuất ban đầu bởi một công ty không còn tồn tại, việc đúc cát cho phép tạo ra một mẫu mới từ bản vẽ kỹ thuật hoặc mẫu vật lý và bộ phận đó được sao chép với chi phí hợp lý. Việc tái tạo khuôn đúc cho một bộ phận thay thế duy nhất sẽ là điều vô lý về mặt kinh tế.
Các ngành cụ thể nơi đúc cát hoạt động tốt hơn đúc khuôn
Hiểu được ngành công nghiệp nào dựa vào đúc cát thay vì đúc khuôn giúp làm rõ lợi thế thực tế tập trung vào đâu. Các lĩnh vực này luôn chọn đúc cát vì các yêu cầu kỹ thuật và thương mại của họ phù hợp với những gì quy trình thực hiện tốt nhất.
Thiết bị dầu khí
Thân van, vỏ bơm, ống góp và các bộ phận đầu giếng yêu cầu thép hoặc sắt dẻo, phải chịu được áp suất cực cao và thường được sản xuất với khối lượng thấp cho các ứng dụng cụ thể. Đúc cát mang lại khả năng tương thích vật liệu, khả năng hình học bên trong và tính toàn vẹn cơ học mà các ứng dụng này yêu cầu. Đúc chết không thể cạnh tranh ở đây.
Khai thác mỏ và thiết bị nặng
Hàm máy nghiền, răng gầu, tấm chịu mài mòn và các bộ phận kết cấu của máy khai thác mỏ được làm từ thép mangan, sắt crom và các hợp kim sắt cứng khác mà vật đúc khuôn không thể gia công. Các bộ phận trong lĩnh vực này thường nặng hàng trăm pound—vượt xa khả năng của bất kỳ máy đúc khuôn nào. Đúc cát là con đường sản xuất khả thi duy nhất.
Phát điện
Vỏ tuabin, vỏ cánh quạt và chuông cuối máy phát điện được làm từ thép không gỉ hoặc hợp kim niken cho các nhà máy điện và tua bin công nghiệp đều được đúc bằng cát. Sự kết hợp giữa các yêu cầu về vật liệu, kích thước bộ phận và khối lượng sản xuất hàng năm thấp khiến cho việc đúc khuôn không thể thực hiện được về mặt kinh tế và kỹ thuật đối với các ứng dụng này.
Nguyên mẫu hàng không vũ trụ và quốc phòng
Ngay cả trong lĩnh vực mà độ chính xác là tối quan trọng, đúc cát vẫn được sử dụng rộng rãi để phát triển nguyên mẫu và các bộ phận kết cấu có khối lượng thấp. Khả năng lặp lại nhanh chóng, sử dụng hợp kim hàng không vũ trụ và sản xuất các bộ phận có thể được xử lý nhiệt hoàn toàn và thử nghiệm cơ học khiến việc đúc cát trở thành một công cụ tiêu chuẩn trong các chương trình đúc hàng không vũ trụ trước khi thực hiện các quy trình sản xuất đắt tiền hơn.
Hàng hải và đóng tàu
Cánh quạt tàu, khung bánh lái và các bộ phận kết cấu của tàu biển thường rất lớn và được làm từ đồng chống ăn mòn, đồng nhôm niken hoặc thép không gỉ. Đúc cát là quy trình duy nhất có thể đáp ứng các yêu cầu này và nó là phương pháp tiêu chuẩn để sản xuất linh kiện hàng hải trong nhiều thế kỷ.
Khi đúc khuôn thực sự là sự lựa chọn tốt hơn
Một câu trả lời hoàn chỉnh đòi hỏi phải thừa nhận việc đúc khuôn thực sự thắng ở đâu. Đúc khuôn tốt hơn đúc cát trong ba trường hợp được xác định rõ ràng:
- Sản xuất khối lượng lớn các bộ phận kim loại màu nhỏ: Khi sản xuất hàng trăm nghìn bộ phận bằng nhôm, kẽm hoặc magie mỗi năm, tính kinh tế trên mỗi đơn vị của phương pháp đúc khuôn là không thể so sánh được. Tay nắm cửa ô tô, vỏ điện tử và vỏ thiết bị nhỏ là những ví dụ điển hình.
- Bề mặt hoàn thiện và tính nhất quán về kích thước: Đúc khuôn tạo ra các bộ phận có dạng lưới hoặc gần dạng lưới với độ hoàn thiện bề mặt là 32–63 Ra microinch và dung sai kích thước thường không yêu cầu gia công sau. Đúc cát thường tạo ra các bề mặt cứng hơn (125–500 Ra microinch) và yêu cầu gia công nhiều hơn để đạt được dung sai chặt chẽ.
- Kết cấu nhẹ tường mỏng: Khi thiết kế yêu cầu các bức tường có độ dày dưới 3 mm mà vẫn cần tính toàn vẹn về cấu trúc, thì việc phun áp suất cao của khuôn đúc sẽ đảm bảo lấp đầy hoàn toàn. Việc đúc cát bằng trọng lực có thể gặp khó khăn để lấp đầy các phần cực mỏng một cách đáng tin cậy.
Thừa nhận những lợi thế này làm cho sự so sánh trở nên trung thực. Đúc khuôn không phải là một quy trình kém chất lượng—nó là một quy trình được tối ưu hóa cho một loạt các điều kiện cụ thể. Khi những điều kiện đó không được đáp ứng, đúc cát là giải pháp tốt hơn trong phần lớn các tình huống còn lại.
Những cân nhắc về môi trường và hoạt động
Đúc cát có một lợi thế bền vững thường bị bỏ qua: cát có thể tái chế. Các xưởng đúc hiện đại thu hồi và tái sử dụng 90% hoặc nhiều hơn cát đúc của họ thông qua hệ thống thu hồi nhiệt hoặc cơ khí. Trong khi khuôn đúc không sử dụng vật liệu dụng cụ có thể sử dụng được theo cách tương tự, cường độ năng lượng của việc bảo trì máy đúc khuôn—máy ép thủy lực lớn, khuôn được kiểm soát nhiệt độ và hệ thống phun áp suất cao—là đáng kể.
Tỷ lệ phế liệu trong quá trình đúc khuôn cũng là một yếu tố. Bởi vì kim loại được bơm vào khuôn cũng lấp đầy các rãnh chạy, phần tràn và bánh quy (đĩa kim loại từ ống bọc khuôn), tỷ lệ phế liệu đúc có thể tăng. 20–40% tổng lượng kim loại tiêu thụ một phần điển hình, mặc dù phần lớn trong số này có thể tái chế được. Tỷ lệ phế liệu đúc bằng cát, đặc biệt đối với sắt, thường thấp hơn về mặt tuyệt đối trên mỗi đơn vị kim loại được giao khi kích thước bộ phận lớn.
Từ góc độ dấu chân hoạt động, các xưởng đúc cát có thể tiếp cận được ở nhiều vị trí địa lý hơn trên toàn cầu. Đúc khuôn đòi hỏi các máy công cụ chính xác để sản xuất khuôn và các máy đúc lớn đòi hỏi vốn đầu tư đáng kể. Đối với các nhà sản xuất ở các thị trường đang phát triển hoặc tìm nguồn cung ứng trong chuỗi cung ứng trong khu vực, năng lực của xưởng đúc cát được mở rộng hơn rất nhiều, giúp giảm chi phí hậu cần và rủi ro chuỗi cung ứng.
Tóm tắt: Chọn đúc cát thay vì đúc khuôn
Câu hỏi liệu đúc cát có tốt hơn đúc khuôn không có một câu trả lời chung duy nhất - nhưng nó có câu trả lời rõ ràng cho phần lớn các ứng dụng đúc gặp phải trong thực hành công nghiệp và kỹ thuật. Đúc cát là sự lựa chọn tốt hơn khi:
- Khối lượng sản xuất dưới 10.000–25.000 bộ phận mỗi năm đối với kích thước bộ phận thông thường
- Vật liệu cần thiết là sắt, thép, thép không gỉ, hợp kim đồng hoặc bất kỳ kim loại màu nào
- Kích thước hoặc trọng lượng của bộ phận vượt quá những gì máy đúc khuôn có thể đáp ứng về mặt vật lý
- Có khả năng lặp lại thiết kế và chi phí sửa đổi công cụ phải được giữ ở mức thấp
- Cần có hình học bên trong, lõi hoặc các đoạn phức tạp
- Xử lý nhiệt của vật đúc cuối cùng là cần thiết để có được các tính chất cơ học đầy đủ
- Ưu tiên giao hàng nhanh các sản phẩm hoặc nguyên mẫu đầu tiên
- Các bộ phận thay thế cho thiết bị cũ hoặc tùy chỉnh cần được sao chép
Đúc khuôn giành được vị trí trong ngành sản xuất ô tô và tiêu dùng số lượng lớn, nơi các bộ phận nhôm và kẽm cần được sản xuất ở tốc độ, với bề mặt hoàn thiện tuyệt vời, với chi phí trên mỗi đơn vị thấp nhất có thể. Tuy nhiên, đúc cát đáp ứng nhiều nhu cầu kỹ thuật hơn, xử lý nhiều loại vật liệu hơn, quy mô từ nguyên mẫu đơn lẻ đến hàng nghìn bộ phận và vẫn tiết kiệm chi phí trong các tình huống mà tính kinh tế của đúc khuôn đơn giản là không hiệu quả. Đối với bất kỳ kỹ sư hoặc chuyên gia mua sắm nào đang đánh giá các lựa chọn quy trình đúc, đúc cát phải là điểm khởi đầu — và gánh nặng biện minh phải là việc chuyển khỏi nó chứ không phải chọn nó.