Hai phương pháp đúc khuôn cơ bản: Buồng nóng và Buồng lạnh
Hai phương pháp đúc khuôn cơ bản là đúc khuôn buồng nóng và đúc khuôn buồng lạnh . Hai quy trình này có chung mục tiêu cơ bản - ép kim loại nóng chảy vào khuôn thép cứng dưới áp suất cao để tạo ra các bộ phận chính xác, có thể lặp lại - nhưng chúng khác nhau đáng kể về cách nấu chảy, xử lý và phun kim loại. Việc chọn sai phương pháp cho hình dạng hợp kim hoặc bộ phận của bạn có thể dẫn đến độ lấp đầy kém, độ xốp quá cao, khuôn bị mòn sớm và tỷ lệ phế liệu tốn kém. Hiểu được sự khác biệt giữa hai phương pháp này là điểm khởi đầu cho bất kỳ quyết định đúc khuôn nghiêm túc nào.
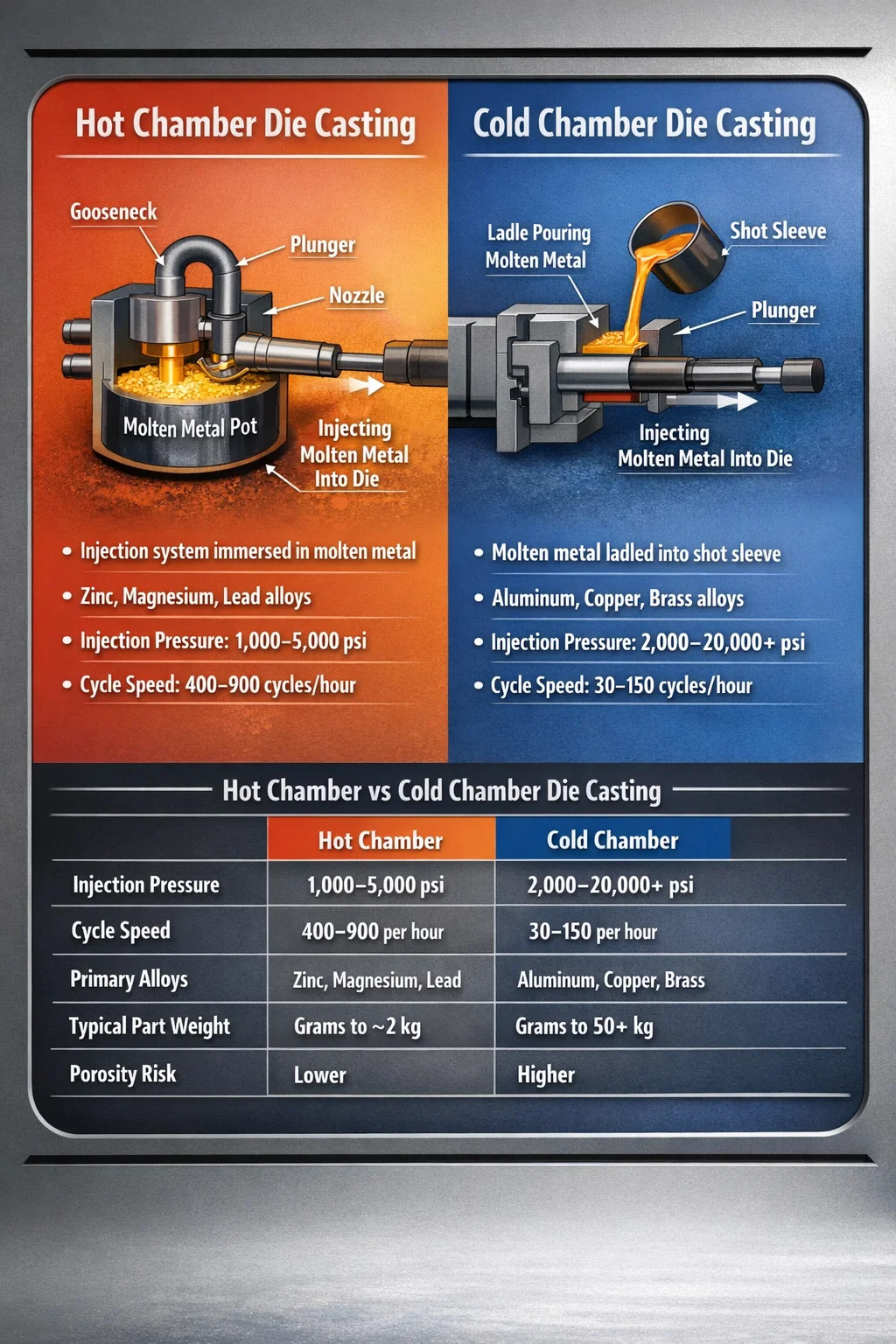
Trong buồng nóng đúc chết , cơ cấu phun được nhúng trực tiếp vào bể kim loại nóng chảy. Máy tự động hút kim loại vào xi lanh và bơm vào khuôn theo chu trình nhanh, liên tục. Trong quá trình đúc khuôn buồng lạnh, kim loại được nấu chảy trong một lò riêng biệt và sau đó được múc - bằng tay hoặc tự động - vào ống bọc trước mỗi chu kỳ phun. Mỗi phương pháp đều có các hợp kim cụ thể mà nó xử lý tốt, phạm vi áp suất cụ thể mà nó hoạt động trong đó và khối lượng sản xuất cụ thể mà nó có ý nghĩa kinh tế.
Đúc khuôn buồng nóng: Quy trình hoạt động như thế nào
Đúc khuôn buồng nóng - đôi khi được gọi là đúc cổ ngỗng - giữ cho hệ thống phun được ngâm vĩnh viễn trong nồi kim loại nóng chảy. Các bộ phận cốt lõi là một rãnh kim loại hình cổ ngỗng, một pít tông và một vòi phun đặt trực tiếp vào khuôn. Khi pít tông rút lại, kim loại nóng chảy chảy qua một cổng vào cổ ngỗng. Khi pít tông tiến lên, nó sẽ bịt kín cổng và ép kim loại qua vòi phun và vào khoang khuôn ở áp suất thường dao động từ 1.000 đến 5.000 psi (7 đến 35 MPa) .
Bởi vì kim loại không bao giờ rời khỏi hệ thống được làm nóng giữa các lần bắn nên chu kỳ diễn ra cực kỳ nhanh. Máy buồng nóng thường xuyên đạt được 400 đến 900 chu kỳ mỗi giờ cho các bộ phận nhỏ, khiến chúng rất phù hợp để sản xuất số lượng lớn các bộ phận như đầu nối điện, vỏ bộ chế hòa khí, phần cứng khóa và các bộ phận đồ chơi. Việc loại bỏ bước múc riêng biệt giúp giảm cả thời gian chu kỳ và nguy cơ thay đổi nhiệt độ giữa các lần tiêm.
Hợp kim tương thích với đúc buồng nóng
Đúc khuôn buồng nóng được giới hạn ở các hợp kim có điểm nóng chảy thấp không ăn mòn hoặc hòa tan các thành phần sắt và thép của hệ thống phun. Các vật liệu phổ biến nhất là:
- Hợp kim kẽm (Zamak 2, 3, 5, 7) - được sử dụng rộng rãi nhất cho đến nay, với điểm nóng chảy khoảng 380–420°C
- Hợp kim magiê (AZ91D, AM60) - được sử dụng ngày càng nhiều trong các hệ thống buồng nóng với thiết kế máy chuyên dụng
- Hợp kim chì và thiếc - được sử dụng trong các ứng dụng chuyên dụng có khối lượng thấp
Nhôm, đồng và đồng thau không thể gia công được trong máy buồng nóng. Nhiệt độ nóng chảy cao hơn của chúng - nhôm nóng chảy khoảng 660°C, đồng thau khoảng 900°C - sẽ nhanh chóng hòa tan các thành phần gốc sắt của cổ ngỗng và pít tông, phá hủy máy và làm nhiễm bẩn chất nóng chảy trong vòng vài giờ hoạt động.
Trọng tải máy và kích thước bộ phận trong hoạt động buồng nóng
Máy buồng nóng thường có lực kẹp từ dưới 5 tấn đến khoảng 900 tấn , mặc dù phần lớn công việc trong buồng nóng được thực hiện trên các máy có trọng lượng từ 5 đến 400 tấn. Trọng lượng các bộ phận của vật đúc kẽm thường dao động từ vài gram đến khoảng 2 kg, mặc dù các bộ phận nặng hơn cũng có thể có trên các máy lớn hơn. Các thành mỏng có thể đạt được bằng kẽm — thường có độ dày tới 0,5 mm trong dụng cụ chính xác — giúp việc đúc buồng nóng trở thành quy trình bắt đầu cho các bộ phận chi tiết, thu nhỏ.
Đúc khuôn buồng lạnh: Quy trình hoạt động như thế nào
Đúc khuôn buồng lạnh tách hoàn toàn lò nấu chảy khỏi hệ thống phun. Kim loại được nấu chảy trong lò nung bên ngoài, sau đó được chuyển - bằng muôi thủ công, muôi tự động hoặc bơm điện từ - vào ống bọc ngang hoặc dọc. Khi đã có đủ lượng kim loại trong ống bọc, pít tông phun tiến lên và ép kim loại vào khuôn ở áp suất cao hơn đáng kể so với thiết bị buồng nóng: thường là 2.000 đến 20.000 psi (14 đến 140 MPa) , với một số hoạt động áp suất cao vượt quá phạm vi đó đối với các bộ phận bằng nhôm có thành mỏng.
Việc tách lò ra khỏi máy có nghĩa là các bộ phận phun không tiếp xúc liên tục với kim loại nóng chảy. Chúng chỉ lộ ra trong khoảnh khắc ngắn ngủi của phát bắn, điều này cho phép sử dụng kim loại có thể phá hủy hệ thống buồng nóng. Sự đánh đổi là thời gian chu kỳ chậm hơn - hầu hết các hoạt động trong buồng lạnh đều chạy ở tốc độ 30 đến 150 bức ảnh mỗi giờ tùy thuộc vào trọng lượng bộ phận, độ dày thành và hợp kim - và các bước quy trình bổ sung có thể gây ra sự thay đổi nhiệt độ nếu không được kiểm soát cẩn thận.
Hợp kim được sử dụng trong đúc khuôn buồng lạnh
Đúc khuôn buồng lạnh xử lý nhiều loại hợp kim có nhiệt độ nóng chảy cao hơn, bao gồm:
- Hợp kim nhôm (A380, A383, A360, ADC12) - vật liệu chủ đạo trong công việc buồng lạnh, được sử dụng trong ô tô, hàng không vũ trụ và điện tử tiêu dùng
- Hợp kim đồng và đồng thau - được sử dụng cho các bộ phận ống nước, đầu nối điện và phần cứng hàng hải nơi có khả năng chống ăn mòn và độ bền cao
- Hợp kim magiê (AZ91D, AM50) — ngày càng phổ biến trong buồng lạnh cho các bộ phận kết cấu lớn, mặc dù magie cũng có thể được xử lý trong hệ thống buồng nóng
- Tombac silicon và hợp kim gốc đồng đặc biệt - được sử dụng trong các ứng dụng có độ chính xác thích hợp
Hợp kim nhôm A380 là hợp kim đúc khuôn được sử dụng rộng rãi nhất trên thế giới và hầu như tất cả đều được xử lý thông qua máy buồng lạnh. Nó mang lại sự kết hợp tuyệt vời giữa khả năng đúc, độ bền cơ học (độ bền kéo khoảng 317 MPa), khả năng chống ăn mòn và giá thành, đó là lý do tại sao nó chiếm ưu thế trong đúc kết cấu ô tô, tản nhiệt và vỏ động cơ.
Trọng tải máy và quy mô bộ phận
Máy buồng lạnh có quy mô lớn hơn đáng kể so với thiết bị buồng nóng. Lực kẹp dao động từ xung quanh 150 tấn đến 6.000 tấn trở lên cho các máy đúc siêu lớn hiện được sử dụng trong các ứng dụng gigacasting ô tô. Máy ép buồng lạnh 4.000 tấn được một nhà sản xuất ô tô sử dụng có thể tạo ra phần gầm hoàn chỉnh phía sau của một chiếc xe - một khối nhôm đúc duy nhất thay thế hơn 70 bộ phận thép được dập và hàn - chỉ trong một lần bắn. Tesla đã phổ biến phương pháp này với công nghệ Giga Press của mình và phương pháp này đã được nhiều OEM trên toàn thế giới áp dụng.
So sánh trực tiếp: Đúc khuôn buồng nóng và đúc buồng lạnh
Bảng dưới đây tóm tắt những khác biệt quan trọng giữa hai phương pháp đúc khuôn dựa trên các thông số quan trọng nhất trong kế hoạch sản xuất:
| tham số | Buồng nóng | Buồng lạnh |
|---|---|---|
| Áp suất phun | 1.000–5.000 psi | 2.000–20.000 psi |
| Tốc độ chu kỳ | 400–900 chu kỳ/giờ | 30–150 chu kỳ/giờ |
| Hợp kim sơ cấp | Kẽm, magie, chì | Nhôm, đồng, đồng thau, magiê |
| Phạm vi trọng tải máy | 5–900 tấn | 150–6.000 tấn |
| Nhiệt độ kim loại tiếp xúc với máy | liên tục | Chỉ mỗi lần chụp |
| Trọng lượng bộ phận điển hình | Gam đến ~2 kg | Gam đến 50 kg |
| Rủi ro về độ xốp | Thấp hơn (ít cơ hội cuốn theo không khí hơn) | Cao hơn (yêu cầu kiểm soát hồ sơ ảnh cẩn thận) |
| Chi phí dụng cụ | Thấp đến trung bình | Trung bình đến cao |
Những cân nhắc về thiết kế khuôn khác nhau giữa hai phương pháp
Bản thân khuôn - khuôn thép công cụ H13 cứng để ép kim loại nóng chảy vào - về mặt khái niệm tương tự nhau trong cả hai quy trình, nhưng các yêu cầu kỹ thuật khác nhau dựa trên áp suất liên quan và tải nhiệt tác dụng.
Thiết kế cổng và hệ thống chạy
Trong buồng nóng dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 đến 50 m/s .
Khuôn buồng lạnh dành cho nhôm yêu cầu hình dạng đường dẫn cẩn thận để quản lý độ nhớt cao hơn của nhôm ở nhiệt độ đúc và nguy cơ đông đặc sớm trong quá trình đổ đầy. Vận tốc cổng nhôm thường nhắm tới 40 đến 60 m/s và cấu hình bắn - pha chậm, pha nhanh và áp suất tăng cường - phải được lập trình chính xác để tránh lấp đầy hỗn loạn, vốn là nguyên nhân chính tạo ra độ xốp trong vật đúc nhôm.
Quản lý nhiệt và tuổi thọ khuôn
Cả hai loại khuôn đều dựa vào các kênh làm mát bằng nước hoặc dầu bên trong để quản lý nhiệt, nhưng khuôn nhôm buồng lạnh phải đối mặt với sốc nhiệt cao hơn do chênh lệch nhiệt độ lớn hơn giữa nhôm nóng chảy (~680°C khi đúc) và nhiệt độ bề mặt khuôn (thường được duy trì ở 180–260°C). Chu kỳ nhiệt này là động lực chính của việc kiểm tra nhiệt - mạng lưới các vết nứt bề mặt mịn mà cuối cùng làm suy giảm chất lượng bề mặt khuôn. Khuôn H13 buồng lạnh dùng cho nhôm thường có tuổi thọ khoảng 100.000 đến 300.000 bức ảnh , trong khi khuôn kẽm buồng nóng có thể chạy tới 1 triệu bức ảnh trở lên trước khi yêu cầu làm lại đáng kể.
Độ xốp: Thách thức chính về chất lượng trong cả hai phương pháp
Độ xốp - các khoảng trống trong vật đúc do khí bị mắc kẹt hoặc co ngót - là mối lo ngại lớn nhất về khuyết tật trong quá trình đúc khuôn bất kể sử dụng phương pháp nào, nhưng nguyên nhân và giải pháp của nó khác nhau giữa các quy trình buồng nóng và buồng lạnh.
Trong buồng nóng die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Trong khuôn đúc buồng lạnh, ống bọc mở là nguồn dẫn khí chính. Khi pít tông tiến lên, nó phải đẩy một luồng không khí chứa trong ống bọc về phía trước kim loại. Tốc độ bắn chậm thích hợp - thông thường 0,1 đến 0,5 m/s trong giai đoạn đầu tiên - cho phép một làn sóng kim loại hình thành và đẩy không khí về phía trước tới các giếng tràn và lỗ thông hơi trước khi bắt đầu phun bắn nhanh. Việc hiểu sai điểm chuyển tiếp này chỉ bằng một vài milimet hành trình của pít tông có thể dẫn đến mức độ xốp cao hơn từ 10 đến 20% ở phần hoàn thiện. Đúc khuôn có hỗ trợ chân không, loại bỏ khoang khuôn và ống bọc trước khi phun, có thể làm giảm độ xốp trong các bộ phận nhôm buồng lạnh đến mức cho phép xử lý nhiệt và hàn kết cấu - những khả năng không thể thực hiện được với khuôn đúc nhôm đúc thông thường.
Khi nào nên chọn đúc khuôn buồng nóng
Đúc khuôn buồng nóng là lựa chọn phù hợp khi áp dụng các điều kiện sau:
- Vật liệu bộ phận là kẽm, magie hoặc hợp kim có điểm nóng chảy thấp khác tương thích với hệ thống cổ ngỗng
- Khối lượng sản xuất cao - thường trên 50.000 đến 100.000 bộ phận hàng năm để đảm bảo đầu tư vào công cụ
- Trọng lượng bộ phận tương đối thấp, thường dưới 1 đến 2 kg đối với kẽm
- Độ chính xác về kích thước là rất quan trọng - đúc kẽm thường xuyên đạt được dung sai ± 0,05 mm trên các tính năng quan trọng mà không cần gia công thứ cấp
- Cần có thành mỏng - kẽm có thể được đúc thành độ dày thành dưới 0,5 mm bằng dụng cụ được tối ưu hóa
- Chất lượng hoàn thiện bề mặt là ưu tiên hàng đầu - vật đúc kẽm có bề mặt đúc tuyệt vời thích hợp để mạ hoặc sơn trực tiếp mà không cần chuẩn bị kỹ lưỡng
Các ngành công nghiệp phổ biến sử dụng khuôn đúc buồng nóng bao gồm điện tử tiêu dùng (đầu nối, giá đỡ, bản lề), ô tô (thân khóa, linh kiện hệ thống nhiên liệu, vỏ cảm biến), phần cứng (tay nắm cửa, phụ kiện nội thất), đồ chơi và các mặt hàng mới lạ.
Khi nào nên chọn đúc khuôn buồng lạnh
Đúc khuôn buồng lạnh là quy trình thích hợp khi:
- Hợp kim là nhôm, đồng, đồng thau hoặc vật liệu có nhiệt độ nóng chảy cao không tương thích với thiết bị buồng nóng
- Kích thước và trọng lượng bộ phận vượt quá giới hạn thực tế của thiết bị buồng nóng
- Cần có hiệu suất kết cấu - vật đúc bằng nhôm cung cấp tỷ lệ cường độ trên trọng lượng tốt hơn đáng kể so với kẽm cho các ứng dụng chịu tải
- Cần có khả năng chống ăn mòn trong môi trường khắc nghiệt - lớp oxit tự nhiên của nhôm mang lại sự bảo vệ mà hợp kim kẽm trong một số môi trường không thể sánh được nếu không có lớp phủ
- Ứng dụng này nằm trong hệ thống truyền động ô tô, giá đỡ hàng không vũ trụ hoặc thiết bị công nghiệp trong đó sự kết hợp giữa trọng lượng nhẹ và tính toàn vẹn của cấu trúc làm cho chi phí máy móc và dụng cụ cao hơn
Các ứng dụng đúc khuôn buồng lạnh chính bao gồm vỏ hộp số ô tô, khối động cơ, vỏ ắc quy xe điện, khung máy chủ máy tính, thân van thủy lực và các bộ phận động cơ phía ngoài hàng hải. Chỉ riêng thị trường đúc nhôm toàn cầu đã được định giá hơn 50 tỷ USD vào năm 2023 , phản ánh sự thống trị của đúc nhôm buồng lạnh trong sản xuất hiện đại.
Cơ cấu chi phí: Dụng cụ, Thời gian máy và Kinh tế từng bộ phận
Tính kinh tế của việc đúc khuôn phụ thuộc rất nhiều vào phương pháp nào được sử dụng, bởi vì hai quy trình này có đặc điểm chi phí rất khác nhau.
Chi phí dụng cụ
Dụng cụ đúc khuôn đắt tiền bất kể phương pháp nào, bởi vì khuôn phải chịu được hàng triệu chu kỳ áp suất trong môi trường mài mòn, đòi hỏi nhiệt. Khuôn kẽm buồng nóng cho các bộ phận phức tạp vừa phải thường có giá từ 15.000 USD và 80.000 USD . Khuôn nhôm buồng lạnh có độ phức tạp tương đương và chi phí cao hơn - thường $30,000 đến $150,000 hoặc cao hơn — bởi vì áp suất phun cao hơn đòi hỏi kết cấu khuôn chắc chắn hơn và kỹ thuật mạch làm mát phức tạp hơn. Khuôn buồng lạnh có cấu trúc lớn dành cho các ứng dụng ô tô có thể chạy tới 500.000 USD trở lên .
Chi phí mỗi phần và khối lượng hòa vốn
Bởi vì đúc khuôn có chi phí cố định cao (dụng cụ, thiết lập) và chi phí biến đổi trên mỗi bộ phận tương đối thấp (kim loại, thời gian máy, nhân công), cả hai phương pháp đều tiết kiệm nhất với khối lượng lớn. Điểm hòa vốn — trong đó việc đúc khuôn trở nên rẻ hơn so với các giải pháp thay thế như đúc cát, đúc mẫu chảy hoặc gia công từ phôi — thay đổi tùy theo độ phức tạp của bộ phận, nhưng thường đạt đến khoảng giữa 10.000 và 50.000 phần cho kẽm buồng nóng và 20.000 và 100.000 phần đối với nhôm buồng lạnh, tùy thuộc vào kích thước bộ phận và độ phức tạp của tính năng.
Chi phí vật liệu là một sự khác biệt khác. Hợp kim kẽm (Zamak 3) có giá khoảng $2,00–$2,50 mỗi kg theo giá hợp đồng công nghiệp điển hình. Hợp kim nhôm A380 chạy gần hơn $2,50–$3,50 mỗi kg , nhưng mật độ thấp hơn của nhôm (2,7 g/cm³ so với 6,6 g/cm³ của kẽm) có nghĩa là đối với một khối lượng bộ phận nhất định, vật đúc bằng nhôm sử dụng ít kim loại hơn nhiều về trọng lượng, bù đắp một phần chênh lệch giá.
Các biến thể mới nổi của phương pháp đúc khuôn hai lõi
Trong khi buồng nóng và buồng lạnh vẫn là hai phương pháp đúc khuôn cơ bản, một số biến thể quy trình đã được phát triển để giải quyết những hạn chế cụ thể của từng phương pháp.
Đúc chân không
Áp dụng cho cả hai phương pháp nhưng đặc biệt quan trọng đối với nhôm buồng lạnh, đúc khuôn chân không sẽ sơ tán khoang khuôn và ống bọc trước khi phun, giảm độ xốp của khí xuống mức cho phép xử lý nhiệt T5 và T6. Điều này làm cho vật liệu đúc bằng nhôm kết cấu có thể hàn được và phù hợp với các ứng dụng quan trọng về an toàn như cấu trúc va chạm ô tô và các bộ phận treo. Máy buồng lạnh có hỗ trợ chân không làm tăng thêm chi phí và độ phức tạp nhưng có thể giảm tỷ lệ phế liệu bằng cách 30 đến 50% trong các ứng dụng nhạy cảm với độ xốp.
Đúc khuôn bán rắn (Thixocasting và Rheocasting)
Các quy trình đúc kim loại bán rắn - thixocasting và rheocasting - bơm kim loại ở trạng thái bán rắn, giống như bùn chứ không phải nóng chảy hoàn toàn. Điều này làm giảm đáng kể độ xốp vì kim loại không mang khí hòa tan giống như kim loại lỏng hoàn toàn và mô hình lấp đầy không hỗn loạn bẫy ít không khí hơn nhiều. Các quy trình bán rắn được xây dựng trên nền tảng máy buồng lạnh nhưng sử dụng biên dạng bắn đã được sửa đổi và chuẩn bị phôi chuyên dụng. Kết quả là vật đúc có các đặc tính cơ học gần giống với các bộ phận được rèn. Các bộ phận bằng nhôm Rheocast A356 đạt được độ bền kéo trên 310 MPa với độ giãn dài từ 10% trở lên - tốt hơn đáng kể so với vật đúc A380 buồng lạnh thông thường.
ép đúc
Đúc ép - đôi khi được phân loại là loại đúc khuôn thứ ba - kết hợp các nguyên tắc đúc khuôn và rèn. Kim loại được đổ vào khuôn mở, sau đó chày tạo áp suất bằng 50 đến 150 MPa khi kim loại đông đặc lại, loại bỏ hoàn toàn độ xốp co ngót. Quá trình này sử dụng nền tảng máy buồng lạnh và tạo ra các bộ phận có độ xốp gần như bằng 0 và đặc tính cơ học tuyệt vời, nhưng chậm hơn và đắt hơn so với đúc trong buồng lạnh thông thường. Nó được sử dụng cho các bộ phận hàng không vũ trụ, kẹp phanh ô tô và các ứng dụng chịu áp lực cao khác.
Cách chọn phương pháp đúc khuôn phù hợp cho sản phẩm của bạn
Việc lựa chọn quy trình đúc khuôn chính xác bắt đầu từ hợp kim, vì hợp kim là không thể thương lượng trong hầu hết các thiết kế. Nếu các yêu cầu kỹ thuật yêu cầu nhôm - về trọng lượng, độ bền hoặc hiệu suất nhiệt - buồng lạnh là lựa chọn thực tế duy nhất trong đúc khuôn. Nếu kẽm được chấp nhận hoặc được ưu tiên vì độ chính xác, khả năng tạo thành mỏng và khả năng tương thích với lớp mạ thì buồng nóng sẽ trở thành con đường nhanh hơn, chi phí thấp hơn.
Sau khi lựa chọn hợp kim, các câu hỏi sau đây giúp thu hẹp quyết định:
- Khối lượng hàng năm là bao nhiêu? Cả hai phương pháp đều cần thể tích để tiết kiệm, nhưng nhôm buồng lạnh đòi hỏi thể tích lớn hơn để bù đắp chi phí dụng cụ cao hơn.
- Trọng lượng của bộ phận và trọng lượng bắn dự kiến là bao nhiêu? Những bộ phận bằng kẽm nặng hơn 2 kg là điều bất thường; các bộ phận bằng nhôm nặng hơn 5 kg có thể yêu cầu máy có buồng lạnh rất lớn.
- Các tính năng nhạy cảm với độ xốp có hiện diện không? Các đoạn thủy lực chịu áp lực hoặc các nút kết cấu sẽ được hàn yêu cầu buồng lạnh có hỗ trợ chân không hoặc xử lý bán rắn.
- Yêu cầu hoàn thiện bề mặt nào? Đúc buồng nóng kẽm chấp nhận mạ điện trực tiếp; vật đúc buồng lạnh bằng nhôm thường được sơn tĩnh điện, anod hóa hoặc để trần.
- Môi trường hoạt động là gì? Nhiệt độ cao trên 150°C sẽ loại hợp kim kẽm do mất độ bền; nhôm hoạt động tốt ở nhiệt độ 200–250°C tùy thuộc vào hợp kim.
Giải quyết những câu hỏi này với xưởng đúc khuôn trong giai đoạn thiết kế - trước khi hoàn thiện công cụ - là cách đáng tin cậy nhất để đạt được quy trình phù hợp cho ứng dụng của bạn. Việc đánh giá thiết kế để sản xuất (DFM) do một kỹ sư đúc khuôn có kinh nghiệm thực hiện có thể xác định góc dự thảo, chuyển tiếp độ dày thành và vị trí đường phân chia ảnh hưởng đến loại máy và phương pháp phun nào sẽ mang lại tỷ lệ phế liệu thấp nhất và tuổi thọ khuôn dài nhất cho hình dạng bộ phận cụ thể của bạn.