Nhôm 6061 có thể đúc được không? Câu trả lời trực tiếp
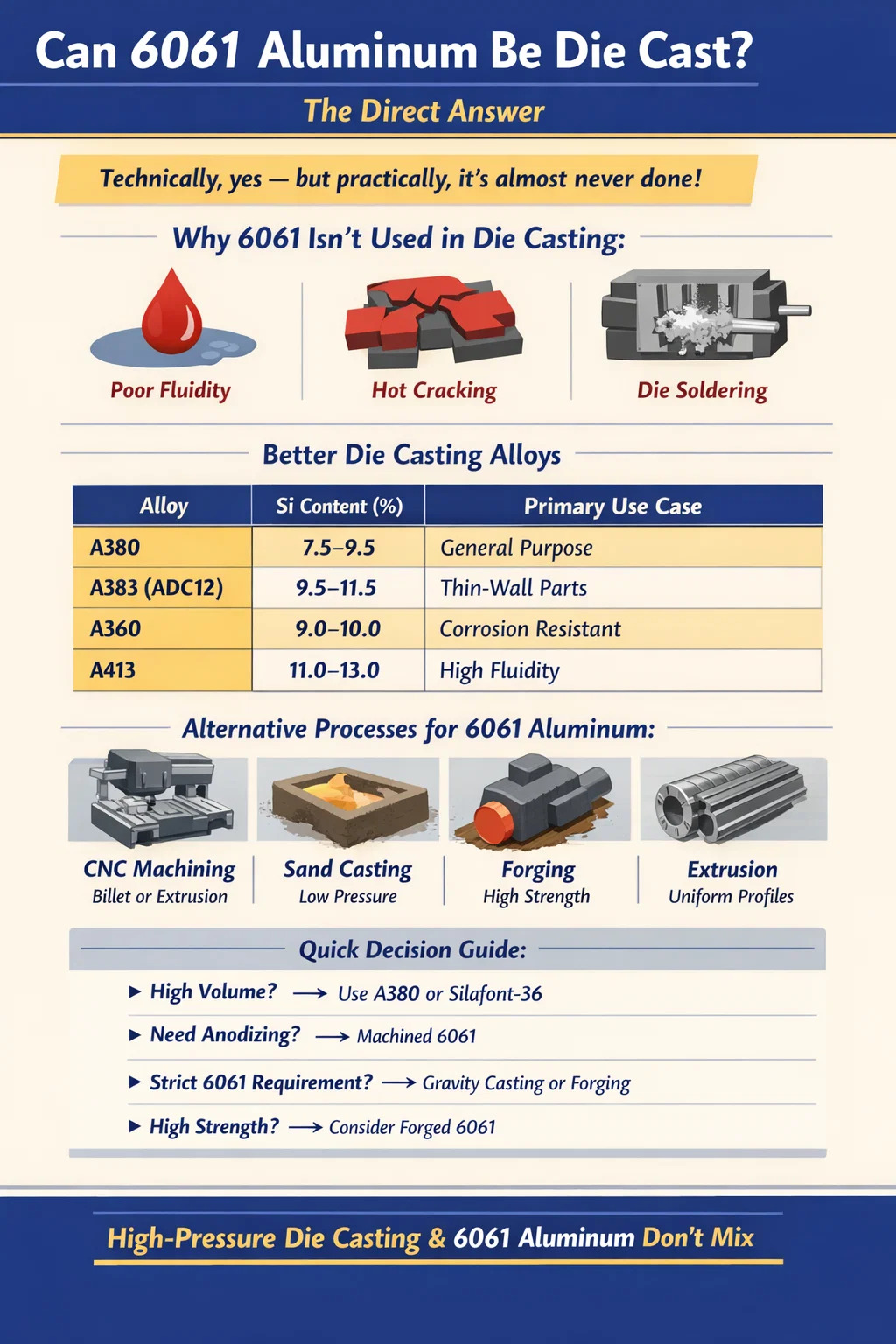
Về mặt kỹ thuật thì có - nhưng trong thực tế sản xuất, Nhôm 6061 gần như không bao giờ được sử dụng trong đúc khuôn , và hầu hết các cơ sở đúc khuôn sẽ khuyên bạn không nên làm vậy. Lý do bắt nguồn từ hóa học hợp kim. 6061 là hợp kim nhôm rèn, nghĩa là nó được thiết kế đặc biệt cho các quá trình như ép đùn, cán và rèn - không dùng để phun vào khuôn thép dưới áp suất cao. Hàm lượng magiê và silicon của nó, mặc dù mang lại hiệu suất cấu trúc tuyệt vời sau khi xử lý nhiệt, nhưng lại gây ra các vấn đề nghiêm trọng trong môi trường đúc khuôn: tính lưu động kém, xu hướng nứt nóng và các vấn đề về hàn khuôn làm tăng tỷ lệ phế liệu và chi phí dụng cụ.
Các hợp kim nhôm chiếm ưu thế đúc chết ngành công nghiệp được thiết kế có mục đích cho quá trình này. A380, A383, A360 và ADC12 chiếm phần lớn các vật đúc nhôm trên toàn thế giới chính xác vì hàm lượng silicon của chúng - thường từ 8% đến 12% - mang lại cho chúng tính lưu động nóng chảy, hoạt động nhiệt và đặc tính hóa rắn theo nhu cầu đúc khuôn. 6061 chỉ chứa 0,4%–0,8% silicon , thấp hơn nhiều so với ngưỡng cần thiết để đúc khuôn khối lượng lớn, đáng tin cậy.
Bài viết này giải thích lý do tại sao 6061 hoạt động theo cách nó hoạt động trong quá trình đúc khuôn, những lựa chọn thay thế nào tồn tại và trong trường hợp nào việc chọn một hợp kim khác - hoặc một quy trình khác hoàn toàn - sẽ tạo ra kết quả tốt hơn với chi phí thấp hơn.
Tìm hiểu nhôm 6061: Thành phần hợp kim và ý nghĩa của nó
Nhôm 6061 là hợp kim dòng 6xxx, có nghĩa là các nguyên tố hợp kim chính của nó là magiê (Mg) và silicon (Si). Phạm vi thành phần tiêu chuẩn như sau:
| Yếu tố | Phạm vi thành phần (%) | Vai trò trong hợp kim |
|---|---|---|
| Silic (Si) | 0,40 – 0,80 | Tăng cường thông qua kết tủa Mg₂Si |
| Magiê (Mg) | 0,80 – 1,20 | Yếu tố tăng cường chính |
| Đồng (Cu) | 0,15 – 0,40 | Tăng cường sức mạnh, giảm khả năng chống ăn mòn một chút |
| Crom (Cr) | 0,04 – 0,35 | Kiểm soát cấu trúc hạt |
| Sắt (Fe) | Tối đa 0,70 | Ngẫu nhiên; được kiểm soát như tạp chất |
| Nhôm (Al) | Số dư (~96–99) | Kim loại cơ bản |
Sự kết hợp của Mg và Si tạo thành kết tủa magie silicide (Mg₂Si) trong quá trình xử lý nhiệt (tính khí T4 hoặc T6), điều này mang lại cho 6061-T6 độ bền kéo nổi tiếng của nó xấp xỉ 310 MPa (45.000 psi) . Phản ứng làm cứng kết tủa này là một trong những ưu điểm lớn nhất của hợp kim - nhưng đó là lợi thế sau xử lý chứ không phải lợi thế đúc.
Ngược lại, hàm lượng silicon thấp có nghĩa là hợp kim nóng chảy có độ nhớt cao và phạm vi hóa rắn hẹp. Khi đổ hoặc bơm vào khuôn, nó không dễ dàng chảy vào thành mỏng hoặc hình học phức tạp. Kết quả là sự lấp đầy không đầy đủ, đóng nguội và độ xốp - những khiếm khuyết đặc biệt gây khó khăn cho các bộ phận đúc kết cấu hoặc chịu áp lực.
Tại sao 6061 hoạt động kém trong quá trình đúc khuôn
Đúc khuôn là một quá trình áp suất cao, tốc độ cao. Nhôm nóng chảy được phun vào khuôn thép ở áp suất thường dao động từ 10.000 đến 30.000 psi (69 đến 207 MPa) , tại thời điểm lấp đầy được tính bằng mili giây. Hợp kim phải chảy ngay lập tức qua các đường dẫn và cổng, lấp đầy hoàn toàn các phần mỏng và đông đặc có thể dự đoán được. 6061 tạo ra nhiều điểm lỗi trong môi trường này.
Tính lỏng nóng chảy kém
Tính lưu động trong hợp kim đúc nhôm phần lớn bị chi phối bởi hàm lượng silicon. Silicon làm giảm điểm nóng chảy, mở rộng khoảng nhiệt độ chất lỏng-rắn và giảm sức căng bề mặt khi tan chảy. Hợp kim đúc khuôn như A380 chứa khoảng 8,5% silicon. 6061 chứa ít hơn 1%. Trong các thử nghiệm tính lưu động (ví dụ: thử nghiệm tính lưu động xoắn ốc), A380 luôn lấp đầy chiều dài gấp hai đến ba lần chiều dài mà lớp tan chảy 6061 sẽ có trong cùng điều kiện. Các phần có thành mỏng dưới 2 mm về cơ bản không thể lấp đầy một cách đáng tin cậy bằng 6061.
Nứt nóng trong quá trình đông đặc
6061 có phạm vi hóa rắn rộng - khoảng cách giữa chất lỏng (~652°C) và chất rắn (~582°C) là khoảng 70°C. Trong pha bán rắn này, hợp kim dễ bị rách nóng: bộ xương đã đông cứng một phần co lại, nhưng kim loại lỏng không thể chảy đủ nhanh qua các kênh còn lại để bù lại. Kết quả là các vết nứt bên trong. Hợp kim đúc khuôn silicon cao có phạm vi hóa rắn hẹp hơn , có nghĩa là sự chuyển đổi kim loại từ dạng lỏng sang dạng rắn nhanh hơn và đồng đều hơn, giảm đáng kể nguy cơ nứt nóng.
Chết hàn và hư hỏng dụng cụ
Hàn khuôn xảy ra khi nhôm liên kết với bề mặt của khuôn thép. Hàm lượng sắt trong khuôn phản ứng với nhôm trong quá trình nấu chảy để tạo thành các hợp chất liên kim loại sắt-nhôm (Fe-Al IMC) trên bề mặt khuôn. Silicon hoạt động như một chất đệm - nó ưu tiên phản ứng với sắt để tạo thành các pha Fe-Si ít bám dính hơn và dễ giải phóng hơn. Bởi vì 6061 có ít silicon nên nó dễ bị hàn vào mặt khuôn hơn. Điều này làm tăng lực đẩy, gây ra khuyết tật bề mặt trên vật đúc và đẩy nhanh quá trình ăn mòn khuôn. Tuổi thọ của khuôn 6061 trong các thử nghiệm đúc khuôn đã được báo cáo là ngắn hơn đáng kể so với hợp kim đúc khuôn tiêu chuẩn.
Biến chứng xử lý nhiệt
Một trong những điểm thu hút chính của 6061 là phản ứng của nó với xử lý nhiệt T6, giúp tăng độ bền kéo từ khoảng 125 MPa (18.000 psi) ở trạng thái ủ lên khoảng 310 MPa (45.000 psi). Tuy nhiên, các bộ phận đúc khuôn - ngay cả trong các hợp kim tương thích - rất khó xử lý nhiệt vì quá trình đông đặc nhanh chóng trong khuôn sẽ giữ lại độ xốp của khí. Khi vật đúc xốp được xử lý nhiệt bằng dung dịch ở nhiệt độ khoảng 530°C, khí bị giữ lại sẽ nở ra và gây phồng rộp trên bề mặt. 6061 vật đúc khuôn sẽ gặp phải vấn đề tương tự, đồng thời cũng gặp phải các vấn đề về tính lỏng và nứt trong quá trình đúc. Kết quả cuối cùng là dù sao thì lợi thế về sức mạnh được cho là của 6061 cũng không thể được nhận ra một cách đáng tin cậy thông qua việc đúc khuôn.
Hợp kim nhôm nào thực sự được sử dụng trong đúc khuôn
Ngành công nghiệp đúc khuôn đã lựa chọn một danh sách ngắn các hợp kim nhôm luôn mang lại kết quả chất lượng cao, đáng tin cậy. Hiểu những lựa chọn thay thế này là điều cần thiết khi đánh giá xem có nên theo đuổi việc đúc khuôn cho một bộ phận được thiết kế ban đầu vào khoảng năm 6061 hay không.
| hợp kim | Hàm lượng Si (%) | UTS (MPa) | Trường hợp sử dụng chính |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Mục đích chung; hợp kim đúc được sử dụng rộng rãi nhất trên toàn cầu |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Các bộ phận có thành mỏng phức tạp; tính lưu động tốt hơn A380 |
| A360 | 9,0 – 10,0 | ~317 | Độ kín áp suất, chống ăn mòn |
| A413 | 11,0 – 13,0 | ~296 | Tính lưu động cao nhất; linh kiện thủy lực, vật đúc phức tạp |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Lên tới ~350 (T5/T7) | Kết cấu khuôn đúc ô tô; có thể xử lý nhiệt |
| 6061 | 0,40 – 0,80 | 310 (T6, rèn) | Đùn, rèn, gia công - không đúc khuôn |
Riêng A380 đã ước tính 60% hoặc nhiều hơn tất cả các vật đúc bằng nhôm được sản xuất ở Bắc Mỹ . Sự kết hợp của các đặc tính cơ học tốt, khả năng đúc tuyệt vời và chi phí hợp lý khiến nó trở thành sản phẩm tiêu chuẩn của ngành. Khi các nhà thiết kế cần nhôm đúc khuôn có thể xử lý nhiệt có độ bền cao hơn, họ ngày càng chuyển sang các hợp kim như Silafont-36 hoặc Aural-2, được thiết kế từ đầu để kết hợp khả năng đúc khuôn tốt với khả năng đáp ứng quá trình đông cứng do lão hóa - điều mà 6061 không thể mang lại ở dạng đúc khuôn.
Khi các kỹ sư chỉ định 6061 và lý do họ chuyển đổi
Trong nhiều tình huống phát triển sản phẩm, các kỹ sư chỉ định sớm 6061 trong một dự án vì họ đã quen với nó hoặc vì các nguyên mẫu được gia công từ phôi 6061. Khi khối lượng sản xuất tăng lên và việc đúc khuôn trở nên hấp dẫn để giảm chi phí, câu hỏi liệu có nên giữ 6061 hay không trở thành một điểm quyết định thực sự. Kết quả điển hình là chuyển sang hợp kim đúc khuôn tương thích hơn, nhưng logic đáng được xem xét chi tiết.
Yêu cầu về đặc tính cơ học
Các kỹ sư thường chỉ định 6061-T6 có độ bền kéo khoảng 310 MPa và cường độ chảy 276 MPa. Câu hỏi đặt ra là liệu các thuộc tính này có thực sự được ứng dụng yêu cầu hay không, hay chúng được lựa chọn thận trọng dựa trên sự quen thuộc. Đúc khuôn A380 đạt được UTS khoảng 317 MPa, rất gần với 6061-T6 và cường độ chảy khoảng 159 MPa. Đối với các ứng dụng mà cường độ chảy là thông số quan trọng — chẳng hạn như giá đỡ kết cấu hoặc vỏ chịu lực — A380 có thể thiếu hụt và kỹ sư có hai lựa chọn: thiết kế hình học với độ dày thành bổ sung để bù lại hoặc chuyển sang hợp kim đúc khuôn có thể xử lý nhiệt như Silafont-36, có thể đạt cường độ chảy 240 MPa hoặc cao hơn sau khi xử lý T5/T7.
Chống ăn mòn
6061 được biết đến với khả năng chống ăn mòn tốt, đặc biệt là trong môi trường biển và ngoài trời. A380 chứa hàm lượng đồng cao hơn (lên tới 3,5%), giúp giảm khả năng chống ăn mòn so với 6061. Nếu một bộ phận cần chống phun muối hoặc được sử dụng trong môi trường ven biển mà không có lớp phủ, A380 có thể yêu cầu xử lý bề mặt. A360 là hợp kim đúc thay thế có hàm lượng đồng thấp hơn, mang lại khả năng chống ăn mòn tốt hơn và nó thường được chỉ định khi lớp phủ chuyển đổi anodizing hoặc cromat là một phần của quy trình.
Anodizing và hoàn thiện bề mặt
6061 anodize đặc biệt tốt. Thành phần sắt thấp, đồng thấp tạo ra lớp oxit anốt trong suốt, nhất quán. Hợp kim đúc khuôn, đặc biệt là những hợp kim có hàm lượng silicon cao, anod hóa kém - các hạt silicon vẫn không được anod hóa và xuất hiện dưới dạng các đốm màu xám đen hoặc đen trong lớp oxit, khiến việc anod hóa sáng trang trí gần như không thể thực hiện được. Nếu bộ phận yêu cầu anodizing trong suốt hoặc có màu vì lý do thẩm mỹ thì việc đúc khuôn là quy trình sai bất kể hợp kim là gì. Đúc cát hoặc đúc khuôn vĩnh viễn bằng trọng lực với 6061 hoặc các hợp kim có thành phần rèn tương tự, sau đó là xử lý T6, là con đường tốt hơn cho các bộ phận được anod hóa ở khối lượng vừa phải.
Khả năng gia công
6061 là một niềm vui đối với máy móc. Nó tạo ra phoi sạch, có dung sai chặt chẽ và chấp nhận cắt ren và tarô tốt. Hợp kim đúc khuôn thường cứng hơn đối với các dụng cụ cắt do hàm lượng silicon mài mòn của chúng, mặc dù A380 vẫn có thể gia công khá tốt theo tiêu chuẩn đúc khuôn. Nếu cần gia công sau đáng kể sau khi đúc - ví dụ: lỗ khoan chính xác, hạt dao có ren hoặc dung sai độ phẳng chặt - thì điều này cần được tính vào so sánh chi phí quy trình tổng thể giữa đúc khuôn với A380 và các quy trình thay thế sử dụng 6061.
Quy trình sản xuất thay thế cho nhôm 6061
Vì 6061 không phù hợp để đúc khuôn nên các kỹ sư cần đặc tính vật liệu của 6061 nên xem xét các quy trình sản xuất sau, mỗi quy trình đều có sự cân bằng riêng về khả năng hình học, độ hoàn thiện bề mặt, chi phí và khả năng mở rộng khối lượng.
Gia công CNC từ phôi hoặc ép đùn
Đối với khối lượng thấp đến trung bình - thường dưới 1.000 bộ phận mỗi năm - gia công phôi phôi hoặc ép đùn 6061 thường là phương pháp hiệu quả nhất về mặt chi phí. Máy 6061 ở tốc độ cao với tuổi thọ dụng cụ tuyệt vời. Một cửa hàng CNC có năng lực có thể thường xuyên duy trì dung sai ±0,025 mm (±0,001 in). Hạn chế là lãng phí vật liệu (tỷ lệ mua để bay có thể cao đối với các bộ phận phức tạp) và thời gian chu kỳ đối với các hình dạng phức tạp. Đối với sản xuất số lượng lớn, chi phí gia công trên mỗi bộ phận nhanh chóng vượt quá chi phí đúc.
Đúc cát và đúc khuôn vĩnh viễn
6061 có thể được đúc bằng cát hoặc được đưa vào khuôn cố định bằng trọng lực. Các quá trình này bao gồm áp suất phun thấp hơn so với đúc khuôn, giúp hợp kim có thời gian lấp đầy khuôn. Đúc cát 6061 được sử dụng trong ngành hàng không vũ trụ và quốc phòng , trong đó các yêu cầu chứng nhận vật liệu bắt buộc phải có thành phần hợp kim và phản ứng xử lý nhiệt thay vì cho phép thay thế bằng hợp kim đúc khuôn tiêu chuẩn. Độ bền năng suất của vật đúc cát 6061 được xử lý T6 thường rơi vào khoảng 220–260 MPa, thấp hơn một chút so với con số rèn, nhưng đủ cho nhiều ứng dụng kết cấu. Chi phí dụng cụ để đúc cát thấp (dưới 5.000 USD trong nhiều trường hợp), khiến nó có thể thực hiện được với số lượng từ một nguyên mẫu duy nhất đến vài nghìn bộ phận mỗi năm.
rèn
6061 là một trong những hợp kim nhôm được rèn phổ biến nhất. Việc rèn sắp xếp cấu trúc hạt dọc theo các đường ứng suất của bộ phận, tạo ra các tính chất cơ học vượt xa cả bộ phận đúc và gia công. Được rèn 6061-T6 có thể đạt được độ bền kéo của 330–350 MPa và cường độ chảy 295–310 MPa - cao hơn đáng kể so với thông số kỹ thuật tấm rèn tiêu chuẩn. Các bộ phận cấu trúc hàng không vũ trụ, bộ phận xe đạp và bộ phận treo ô tô thường được rèn từ năm 6061. Nhược điểm là khuôn rèn rất đắt (thường từ 20.000 đến 80.000 đô la cho mỗi bộ khuôn) và quy trình này phù hợp nhất cho các bộ phận có hình học tương đối đơn giản và không có đường cắt.
Đùn
Đùn được cho là quy trình tự nhiên của 6061. Hợp kim chảy qua khuôn để tạo ra các mặt cắt ngang dài, không đổi ở tốc độ cao. Khuôn ép đùn có giá từ $500–$3.000 cho các cấu hình đơn giản, giúp quá trình này có thể tiếp cận được ngay cả với khối lượng thấp. Có thể đạt được mặt cắt phức tạp với các khoang rỗng. Các hoạt động phụ như cưa theo chiều dài, đục lỗ, khoan và uốn biến 6061 thành các bộ phận kết cấu hoàn thiện. Hạn chế là mặt cắt phải đồng đều dọc theo chiều dài - quá trình ép đùn không thể tạo ra độ phức tạp ba chiều mà phương pháp đúc khuôn đạt được.
Thixocasting và Rheocasting (Xử lý bán rắn)
Gia công kim loại bán rắn (SSM) là một lựa chọn thích hợp nhưng phù hợp. Trong thixocasting, một phôi thép 6061 được chuẩn bị đặc biệt với vi cấu trúc thixotropic được nung nóng đến trạng thái bán rắn và được bơm vào khuôn. Bởi vì vật liệu có một phần rắn nên nó chảy dễ dự đoán hơn, ít nhiễu loạn hơn và ít xốp hơn so với vật liệu đúc khuôn thông thường. Các nghiên cứu nghiên cứu đã chứng minh rằng thixocast 6061-T6 có thể đạt được độ bền kéo 280–310 MPa , rất gần với điểm chuẩn rèn. Hạn chế là chi phí: quy trình chuẩn bị phôi (phương pháp SIMA hoặc MHD) làm tăng thêm chi phí và phạm vi quy trình hẹp, yêu cầu kiểm soát nhiệt độ chặt chẽ. Quá trình xử lý SSM 6061 được sử dụng trong các bộ phận ô tô và hàng không vũ trụ, nơi hiệu suất cơ học và hình học phức tạp phải cùng tồn tại, nhưng đây không phải là quy trình sản xuất chính thống.
Đúc khuôn áp suất cao so với các quy trình áp suất thấp và trọng lực: Tác động đến khả năng tồn tại của 6061
Cần phân biệt giữa các họ quy trình đúc khác nhau, bởi vì những thách thức với 6061 khác nhau đáng kể tùy thuộc vào áp suất và tốc độ lấp đầy.
- Đúc khuôn áp suất cao (HPDC) : Áp suất phun 10.000–30.000 psi, thời gian nạp 10–100 ms. 6061 hoàn toàn không phù hợp. Sự kết hợp giữa tính lưu động thấp, tính dễ bị nứt nóng và hàn khuôn khiến cho việc sản xuất đáng tin cậy ở quy mô thương mại là không thể.
- Đúc khuôn áp suất thấp (LPDC) : Áp suất 5–15 psi (0,03–0,1 MPa), tốc độ lấp đầy chậm hơn nhiều. Giá vé 6061 tốt hơn ở đây. LPDC được sử dụng để sản xuất bánh xe và một số vật đúc kết cấu ô tô. Việc điền đầy chậm hơn làm giảm nhiễu loạn và cho phép một số hợp kim có tính lưu động thấp hơn hoạt động ở mức chấp nhận được. 6061 có thể được đúc ở áp suất thấp với quản lý nhiệt độ thích hợp, mặc dù nó đòi hỏi phải kiểm soát quá trình cẩn thận.
- Khuôn vĩnh cửu trọng lực (GPM / đúc lạnh) : Không có áp suất tác dụng; kim loại lấp đầy bởi trọng lực. Đây là quá trình đúc dễ tha thứ nhất cho 6061 về khả năng tương thích hợp kim. Vật đúc GPM trong 6061 có thể được xử lý nhiệt T6 một cách đáng tin cậy và đạt được các đặc tính cấu trúc hữu ích. Độ hoàn thiện bề mặt và tính nhất quán về kích thước kém hơn HPDC, nhưng quy trình này dễ tiếp cận hơn nhiều đối với hợp kim này.
- Đúc khuôn có hỗ trợ chân không : Một biến thể của HPDC trong đó chân không được hút lên khoang khuôn trước khi phun để giảm độ xốp. Mặc dù hỗ trợ chân không cải thiện mật độ bộ phận và cho phép xử lý nhiệt trong hợp kim đúc khuôn tiêu chuẩn, nhưng nó không giải quyết được các vấn đề cơ bản về tính lưu động hoặc vết nứt nóng liên quan đến 6061 trong bối cảnh HPDC.
Bài học rút ra thực tế là nếu khuôn đúc đặc biệt có nghĩa là HPDC - điều mà nó sử dụng trong hầu hết các cuộc hội thoại công nghiệp - thì nên tránh 6061. Nếu các quy trình áp suất thấp hoặc trọng lực nằm trong phạm vi, 6061 sẽ trở thành một lựa chọn khả thi, đặc biệt đối với các bộ phận kết cấu cần xử lý nhiệt T6.
So sánh chi phí: Đúc khuôn với A380 so với các quy trình thay thế với 6061
Chi phí là một trong những yếu tố phổ biến nhất dẫn đến câu hỏi có nên đúc khuôn 6061 hay không - thông thường, một nhà thiết kế muốn các đặc tính vật liệu của 6061 nhưng tính kinh tế từng bộ phận của đúc khuôn. Sự so sánh sau đây sử dụng một phần kết cấu vỏ đại diện có độ phức tạp vừa phải làm tham chiếu.
| Quy trình | hợp kim | Chi phí dụng cụ (xấp xỉ) | Chi phí mỗi phần ở mức 10k/năm | Có thể xử lý nhiệt được không? |
|---|---|---|---|---|
| HPDC | A380 | $30,000–$100,000 | $2–$8 | Hạn chế (rủi ro độ xốp) |
| HPDC (cấu trúc) | Silafont-36 | $30,000–$100,000 | $3–$10 | Có (có hỗ trợ chân không) |
| Perm trọng lực. khuôn | 6061 | $5,000–$20,000 | $8–$20 | Có (T6 có thể đạt được) |
| Đúc cát | 6061 | $1.000–$8.000 | $15–$40 | Có (T6 có thể đạt được) |
| Gia công CNC | phôi 6061 | $0–$5.000 (cố định) | $20–$80 | Có (hàng đã qua xử lý trước) |
Dữ liệu cho thấy HPDC với A380 hoặc hợp kim đúc khuôn cấu trúc mang lại chi phí từng bộ phận thấp nhất với khối lượng lớn, nhưng nó yêu cầu chấp nhận vật liệu không phải là 6061. Nếu thực sự cần 6061 — ví dụ: do thông số kỹ thuật vật liệu hàng không vũ trụ hoặc yêu cầu chứng nhận ăn mòn cụ thể — thì đúc hoặc gia công trọng lực là những con đường hợp lý về mặt kinh tế, chấp nhận chi phí mỗi bộ phận cao hơn để đổi lấy hợp kim chính xác.
Các lựa chọn thay thế mới nổi: Hợp kim đúc khuôn có thành phần rèn
Ngành công nghiệp này đã không bỏ qua nhu cầu về nhôm đúc khuôn có đặc tính gần với 6061. Một số nhà phát triển hợp kim và chuyên gia đúc đã giới thiệu các hợp kim được thiết kế để thu hẹp khoảng cách giữa hợp kim đúc khuôn tiêu chuẩn và các thành phần rèn loạt. Đây là những điều đáng biết đối với các kỹ sư đang đánh giá các lựa chọn của họ.
Castasil-37 (Al-Si-Mg, Sắt thấp)
Được phát triển bởi Rheinfelden Alloys, Castasil-37 chứa khoảng 9–11% silicon với hàm lượng sắt rất thấp (dưới 0,15%) và magie được kiểm soát. Hàm lượng sắt thấp làm giảm đáng kể xu hướng hàn khuôn so với hợp kim tiêu chuẩn và hợp kim có thể được đúc khuôn để tạo ra các phần mỏng, phức tạp. Nó không phù hợp với phản ứng xử lý nhiệt hoàn toàn của 6061, nhưng các đặc tính đúc sẵn của nó có khả năng cạnh tranh với nhiều ứng dụng được coi là 6061.
Âm thanh-2 và Âm thanh-5
Đây là những hợp kim nhôm sơ cấp được phát triển đặc biệt cho khuôn đúc kết cấu có tính toàn vẹn cao, đặc biệt là trong lĩnh vực ô tô, nơi hiệu suất va chạm đòi hỏi cả độ bền cao và độ dẻo cao. Aural-2 đạt được giá trị độ giãn dài 10–15% trong điều kiện T7 , tương đương với 6061-T6. Các hợp kim này có thể được đúc khuôn bằng cách sử dụng HPDC có hỗ trợ chân không và sau đó được xử lý nhiệt mà không bị phồng rộp đáng kể, thể hiện giá trị gần đúng nhất có sẵn của 6061 thuộc tính ở dạng đúc khuôn.
Hợp kim dòng 6xxx được tối ưu hóa của Hpdc (Giai đoạn nghiên cứu)
Các nhóm nghiên cứu công nghiệp và học thuật đã và đang phát triển các hợp kim dòng 6xxx đã được sửa đổi với lượng bổ sung silicon cao hơn nhằm cải thiện hiệu suất đúc khuôn trong khi vẫn giữ được một số phản ứng làm cứng theo tuổi tác. Chúng chưa được thiết lập thương mại ở quy mô lớn, nhưng kết quả sản xuất thí điểm được công bố trên các tạp chí như Tạp chí Công nghệ xử lý vật liệu cho thấy rằng hợp kim có 3–5% Si và bổ sung Mg cân bằng có thể đạt được độ bền kéo 280–300 MPa sau khi xử lý T5 từ HPDC. Đây vẫn là một lĩnh vực phát triển năng động chứ không phải là một lựa chọn sản xuất sẵn sàng.
Hướng dẫn đưa ra quyết định thực tế: Lựa chọn giữa hợp kim 6061 và hợp kim đúc khuôn
Khung quyết định sau đây nhằm giúp các kỹ sư và nhà thiết kế sản phẩm nhanh chóng xác định con đường phù hợp cho tình huống cụ thể của họ.
- Nếu khối lượng hàng năm của bạn vượt quá 5.000 bộ phận và độ phức tạp về hình học cao, việc đúc khuôn bằng A380 hoặc hợp kim kết cấu gần như chắc chắn là quy trình phù hợp — hãy đánh giá lại xem các thuộc tính 6061 có thực sự cần thiết hay chỉ đơn giản là quen thuộc.
- Nếu cần phải thực hiện quá trình anodizing trang trí cho bộ phận hoàn thiện thì việc đúc khuôn hoàn toàn là một quy trình sai lầm. Sử dụng ép đùn hoặc gia công 6061 với cách xử lý bề mặt thích hợp.
- Nếu yêu cầu cường độ chảy trên 200 MPa từ bộ phận đúc, hãy đánh giá HPDC được hỗ trợ chân không bằng Silafont-36 hoặc Aural-2 trước khi sử dụng quy trình đúc trọng lực với 6061.
- Nếu thông số kỹ thuật của hợp kim được cố định bởi khách hàng, cơ quan quản lý hoặc tiêu chuẩn hàng không vũ trụ trích dẫn 6061 thì không được thay thế. Sử dụng đúc trọng lực, đúc cát hoặc rèn.
- Nếu khối lượng dưới 1.000 bộ phận mỗi năm và hình học cho phép, gia công CNC từ nguyên liệu 6061-T6 sẽ mang lại các đặc tính cơ học tốt nhất với mức đầu tư dụng cụ thấp nhất.
- Nếu tiết kiệm trọng lượng và hiệu quả kết cấu là động lực chính, hãy xem xét liệu rèn 6061 có hợp lý hay không - việc rèn có thể giảm trọng lượng bộ phận từ 15–30% so với bộ phận đúc tương đương vì tỷ lệ cường độ trên trọng lượng vượt trội cho phép các phần mỏng hơn.
Không có câu trả lời duy nhất phù hợp với mọi sản phẩm. Nhưng sự đồng thuận nhất quán trong ngành là rõ ràng: không thử đúc khuôn áp suất cao bằng nhôm 6061 nếu mục tiêu là kết quả chất lượng sản xuất, đáng tin cậy. Sự không phù hợp về mặt luyện kim giữa thành phần của 6061 và nhu cầu của quy trình đúc khuôn không phải là một thách thức kỹ thuật cần khắc phục thông qua tối ưu hóa quy trình - đó là vấn đề lựa chọn vật liệu cơ bản được giải quyết tốt nhất bằng cách chọn hợp kim phù hợp cho quy trình phù hợp ngay từ đầu.