
Hướng dẫn đúc nhôm
là gì Đúc nhôm Các dự án - Và tại sao chúng thống trị ngành sản xuất hiện đại
Các dự án đúc nhôm trải dài trên mọi lĩnh vực, từ những dự án đổ đất nhỏ dành cho người có sở thích cho đến hoạt động sản xuất công nghiệp khối lượng lớn cho lĩnh vực hàng không vũ trụ và ô tô. Câu trả lời ngắn gọn: đúc nhôm là một trong những phương pháp gia công kim loại linh hoạt, tiết kiệm chi phí và có thể mở rộng nhất hiện nay, và phạm vi dự án khả thi — từ tác phẩm điêu khắc sân vườn trang trí đến khối động cơ kết cấu — thực sự rất lớn. Nếu bạn đang đánh giá xem phương pháp đúc nhôm có phù hợp với ứng dụng của mình hay không, câu trả lời hầu như luôn là có, miễn là bạn chọn quy trình đúc phù hợp với hình dạng, yêu cầu về dung sai và khối lượng sản xuất của mình.
Mật độ của nhôm nằm ở khoảng 2,7 g/cm³ , ít hơn một phần ba so với thép, nhưng hợp kim nhôm hiện đại đạt độ bền kéo trên 500 MPa. Tỷ lệ cường độ trên trọng lượng đó là điều đã thúc đẩy việc đúc nhôm trở thành rất nhiều lĩnh vực đòi hỏi khắt khe. Thị trường đúc nhôm toàn cầu được định giá xấp xỉ 67,5 tỷ USD vào năm 2023 và được dự đoán sẽ vượt 95 tỷ USD vào năm 2030, theo dữ liệu do Grand View Research công bố - tốc độ tăng trưởng kép hàng năm chủ yếu nhờ vào việc áp dụng xe điện (EV) và yêu cầu giảm nhẹ trong các ngành vận tải.
Bài viết này đề cập đến toàn cảnh: các quy trình đúc chính, hợp kim nhôm tốt nhất cho các loại dự án cụ thể, quy tắc thiết kế ngăn ngừa khuyết tật, ví dụ dự án thực tế với dữ liệu sản xuất, kỹ thuật hoàn thiện và cái nhìn trung thực về kỳ vọng về chi phí và thời gian thực hiện. Cho dù bạn là nhà sản xuất đang lên kế hoạch đổ khuôn cát lần đầu hay kỹ sư sản phẩm đang đánh giá dụng cụ đúc khuôn thì thông tin dưới đây được sắp xếp để hữu ích ngay lập tức.
Quy trình đúc nhôm năm lõi - So sánh cạnh nhau
Lựa chọn quy trình phù hợp là quyết định có hệ quả nhất trong bất kỳ dự án đúc nhôm nào. Mỗi phương pháp cung cấp sự cân bằng khác nhau về chi phí dụng cụ, độ hoàn thiện bề mặt, dung sai kích thước, độ dày thành tối thiểu và số lượng đặt hàng kinh tế. Bảng dưới đây chắt lọc những sự cân bằng thực tế.
| Quy trình | Chi phí dụng cụ | Bề mặt hoàn thiện (Ra) | Dung sai (điển hình) | Phạm vi âm lượng tốt nhất | Tối thiểu. Độ dày của tường |
|---|---|---|---|---|---|
| Đúc cát | Thấp ($500–$5.000) | 12–25 µm | ± 0,5–1,5 mm | 1–5.000 chiếc | 3–5 mm |
| Khuôn vĩnh viễn (Khuôn trọng lực) | Trung bình ($5.000–$30.000) | 3–6 µm | ± 0,25–0,5 mm | 1.000–50.000 chiếc | 2–3 mm |
| Đúc khuôn áp suất cao (HPDC) | Cao ($20,000–$200,000 ) | 1–2 µm | ± 0,05–0,15 mm | 10.000–1.000.000 chiếc | 0,8–1,5 mm |
| Đúc đầu tư (Mất sáp) | Trung bình-Cao ($3.000–$50.000) | 1,5–3 µm | ± 0,1–0,25 mm | 100–20.000 chiếc | 1–2 mm |
| Đúc bọt bị mất | Thấp-Trung bình ($1.000–$15.000) | 5–10 µm | ±0,3–0,8 mm | 500–30.000 chiếc | 2–4 mm |
Đúc cát: Điểm khởi đầu cho các dự án nhôm tùy chỉnh
Đúc cát vẫn là phương pháp đúc nhôm dễ tiếp cận nhất cho công việc tùy chỉnh, khối lượng thấp hoặc nguyên mẫu. Cát xanh (hỗn hợp cát silic, đất sét bentonite và hơi ẩm) được nhồi xung quanh mẫu gỗ hoặc urethane, mẫu này được loại bỏ và nhôm nóng chảy - thường ở nhiệt độ 660–720°C - được đổ vào khoang. Thời gian chu kỳ chậm hơn so với đúc khuôn nhưng về cơ bản không có giới hạn kích thước trên. Nhà máy Đúc GM ở Defiance, Ohio, đổ các khối động cơ nhôm đúc cát nặng hơn 40 kg mỗi khối bằng dây chuyền đúc tấm diêm tự động - chứng minh rằng quy mô đúc cát vượt quá khả năng sử dụng theo sở thích khi được chế tạo đúng cách.
Đối với các dự án đúc ở sân sau, việc trộn và tái sử dụng cát xanh không tốn kém. Cách thiết lập bình hai phần cơ bản có thể tạo ra kết quả tuyệt vời với các hợp kim như A356 hoặc 319. Biến số quan trọng là độ ẩm: quá ướt tạo ra độ xốp của hơi nước; quá khô sụp đổ. Mục tiêu đại khái là Độ ẩm 2–4% theo trọng lượng , dễ dàng kiểm tra bằng bài kiểm tra độ chụm.
Đúc khuôn áp suất cao: Khối lượng, độ chính xác và thành mỏng
HPDC bơm nhôm nóng chảy vào khuôn thép cứng ở áp suất 10–175 MPa , lấp đầy khoang tính bằng mili giây. Quá trình này đặc biệt nhanh — thời gian chu kỳ 30–120 giây là phổ biến đối với các bộ phận có độ phức tạp trung bình — và tạo ra các bộ phận gần dạng lưới với độ dày thành chỉ 0,8 mm trong các thiết kế được tối ưu hóa. Lĩnh vực ô tô là người sử dụng chủ yếu. Theo Hiệp hội Nhôm, khoảng 75% tổng số vật đúc bằng nhôm ô tô được sản xuất thông qua HPDC, bao gồm cacte động cơ, vỏ hộp số và ngày càng nhiều các bộ phận kết cấu lớn được sản xuất bằng máy đúc siêu lớn (máy ép giga) với lực kẹp lên tới 9.000 tấn, một công nghệ do Tesla tiên phong và hiện được Toyota, Volvo và các hãng khác áp dụng.
Sự cân bằng chính của HPDC là độ xốp: bẫy không khí trong quá trình lấp đầy nhanh tạo ra các khoảng trống cực nhỏ có thể làm tổn hại đến tính toàn vẹn của cấu trúc và ngăn cản quá trình xử lý nhiệt. Đúc khuôn có hỗ trợ chân không (VADC) làm giảm đáng kể điều này, cho phép xử lý nhiệt T6 và đẩy độ bền kéo lên trên 300 MPa ngay cả với hợp kim silicon thứ cấp.
Hợp kim đúc nhôm - Vật liệu phù hợp với yêu cầu của dự án
Không phải tất cả các hợp kim nhôm đều đổ hoặc hoạt động theo cùng một cách. Hợp kim nhôm đúc được chỉ định bởi hệ thống bốn chữ số (ví dụ: A380, A356, 319) cho biết các thành phần và thành phần hợp kim chính của chúng. Việc lựa chọn hợp kim ảnh hưởng đến tính lưu loát, khả năng chống rách nóng, độ bền cơ học, khả năng chống ăn mòn và khả năng gia công - tất cả đều khác nhau đáng kể giữa các họ hợp kim.
A380
A380 — Công cụ HPDC đa năng
A380 (Al-Si8.5Cu3.5) chiếm hơn 85% tổng số vật đúc bằng nhôm ở Bắc Mỹ, theo Hiệp hội Nhôm. Hàm lượng silicon cao (7,5–9,5%) của nó mang lại tính lưu động tuyệt vời và độ co rút tối thiểu, trong khi việc bổ sung đồng sẽ đẩy độ bền kéo lên 317 MPa khi đúc. Không thích hợp cho quá trình anodizing (hàm lượng đồng gây ố màu), nhưng có khả năng sơn tĩnh điện và sơn cực tốt. Được sử dụng cho vỏ điện tử, giá đỡ ô tô, vỏ dụng cụ điện và ống góp khí nén.
A356
A356 — Hợp kim về kết cấu và hình thức
A356 (Al-Si7Mg0.3) là lựa chọn tiêu chuẩn cho các dự án cát và khuôn cố định nơi có kế hoạch xử lý nhiệt T6. Sau khi xử lý dung dịch ở 538°C và lão hóa nhân tạo ở 154°C, A356-T6 mang lại độ bền kéo ở mức 262 MPa và cường độ năng suất 186 MPa - tốt hơn đáng kể so với giá trị đúc sẵn. Hàm lượng đồng thấp có nghĩa là nó anod hóa sạch sẽ, khiến nó trở nên phổ biến trong các vật đúc kiến trúc, thiết bị chiếu sáng, bánh xe hậu mãi và vỏ hàng không vũ trụ. Khả năng hàn tuyệt vời của hợp kim là lợi thế thứ yếu cho công việc sửa chữa hoặc chế tạo.
319
319 — Ô tô và Kỹ thuật tổng hợp
319 (Al-Si6Cu3.5) là lựa chọn truyền thống cho các bộ phận của động cơ đúc cát - đầu xi-lanh, ống nạp và hộp truyền động. Hàm lượng đồng của nó mang lại độ bền tốt ở nhiệt độ cao, điều này quan trọng khi môi trường hoạt động vượt quá 150°C. Ford, GM và Chrysler đã sử dụng hợp kim họ 319 trong nhiều thập kỷ ở đầu động cơ cần đẩy và OHC. Các máy bằng hợp kim sạch sẽ và chấp nhận quá trình anod hóa cứng ở mức hợp lý nếu hàm lượng đồng được kiểm soát ở mức thấp hơn của thông số kỹ thuật.
535
535 (Almag 35) — Dự án hàng hải và chống ăn mòn
Đối với các dự án tiếp xúc với môi trường nước mặn hoặc độ ẩm cao — phần cứng hàng hải, các yếu tố kiến trúc ven biển, thiết bị xử lý hóa học — 535 (Al-Mg6.8) mang lại khả năng chống ăn mòn đặc biệt, khả năng hàn tốt và lớp hoàn thiện sáng tự nhiên sau khi anod hóa. Hàm lượng silicon thấp hơn làm cho việc đúc khó khăn hơn (khả năng dễ bị rách nóng cao hơn) và yêu cầu thiết kế cổng cẩn thận và nhiệt độ đổ được kiểm soát. Độ bền kéo khi đúc xấp xỉ 240 MPa , có thể so sánh với A356-T6 mà không cần xử lý nhiệt.
Ví dụ về dự án đúc nhôm trong thế giới thực trong các ngành công nghiệp
Phạm vi của các dự án đúc nhôm trong sản xuất đang hoạt động rộng hơn hầu hết mọi người nhận ra. Các ví dụ dưới đây bao gồm bối cảnh sản phẩm tiêu dùng, công nghiệp, kiến trúc và sở thích, mỗi bối cảnh đều có dữ liệu hợp kim và quy trình liên quan.
01
Xưởng đúc ở sân sau: Tấm chắn và tấm chắn dao bằng nhôm đúc cát
Một dự án đúc nhôm cấp độ đầu vào phổ biến trong cộng đồng nhà sản xuất bao gồm các tấm bảo vệ dao đúc cát, tấm bảo vệ ngón tay và vòng đệm cho các lưỡi dao tùy chỉnh. Các bộ phận này nhỏ (thường dưới 50 g), đơn giản về mặt hình học và chịu được độ nhám bề mặt điển hình của quá trình đúc cát xanh. A356 hoặc piston phế liệu (thường là hợp kim 4032) hoạt động tốt. Nhiệt độ nóng chảy nên được giữ ở 700–730°C để đảm bảo lấp đầy hoàn toàn mà không hấp thụ khí quá mức. Hoàn thiện bằng giấy nhám khô và ướt từ 120 grit đến 600 grit, sau đó đánh bóng để đạt được vẻ ngoài gần như gương mà không cần xử lý nhiệt sau đúc.
02
Đúc nhôm kiến trúc: Mũ cột, lan can và tấm trang trí
Các dự án đúc nhôm kiến trúc có lịch sử lâu đời - nắp nhôm trên Đài tưởng niệm Washington, được lắp đặt vào năm 1884, vẫn là một trong những công dụng sớm nhất được ghi nhận của việc đúc nhôm chính xác. Các công trình kiến trúc hiện đại sử dụng khuôn vĩnh cửu hoặc đúc cát bằng hợp kim A356 hoặc 535. Các ứng dụng điển hình bao gồm lan can cầu thang trang trí, đầu cột trang trí, tấm mặt tiền tòa nhà và phần cứng cửa tùy chỉnh. Anodizing - đặc biệt là anodizing lớp phủ cứng đến 25–50 µm - cung cấp khả năng chống ăn mòn bền bỉ, ít cần bảo trì và có thể được tô màu để phù hợp với thông số kỹ thuật thiết kế. Một số nhà sản xuất ở vùng Bờ Vịnh cung cấp các cấu kiện kiến trúc đúc bằng cát với thời gian thực hiện là 4–8 tuần đối với mẫu tùy chỉnh .
03
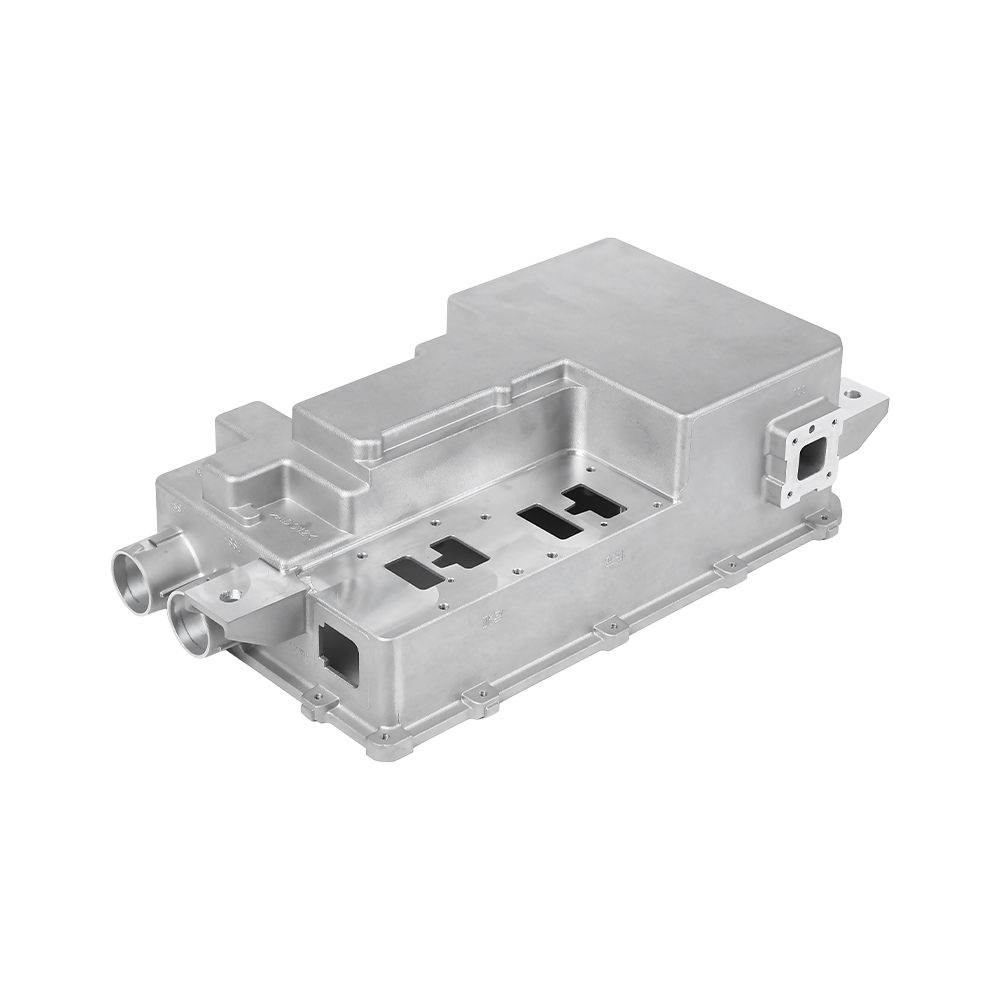
Ô tô: Khối động cơ HPDC và kết cấu đúc
Động cơ ô tô nhỏ gọn hiện đại hầu như sử dụng khối hợp kim nhôm. BMW N52 nội tuyến sáu, được giới thiệu vào năm 2004, sử dụng khối hỗn hợp nhôm-magiê với tấm đế bằng nhôm đúc và cacte phái sinh A380 - một thiết kế cắt gọt 10 kg từ động cơ khối sắt trước đó. Cấu trúc khay pin EV hiện đại, chẳng hạn như cấu trúc được sử dụng trong nền tảng Rivian và Hyundai Ioniq, là vật đúc nhôm HPDC nhiều khoang với các kênh làm mát tích hợp, kết hợp tối đa bảy bộ phận được dập và hàn riêng biệt trước đó thành một vật đúc hình lưới duy nhất. Việc hợp nhất này giúp giảm thời gian lắp ráp và cải thiện độ cứng của kết cấu với khối lượng thấp hơn khoảng 30% so với các kết cấu thép tương đương.
04
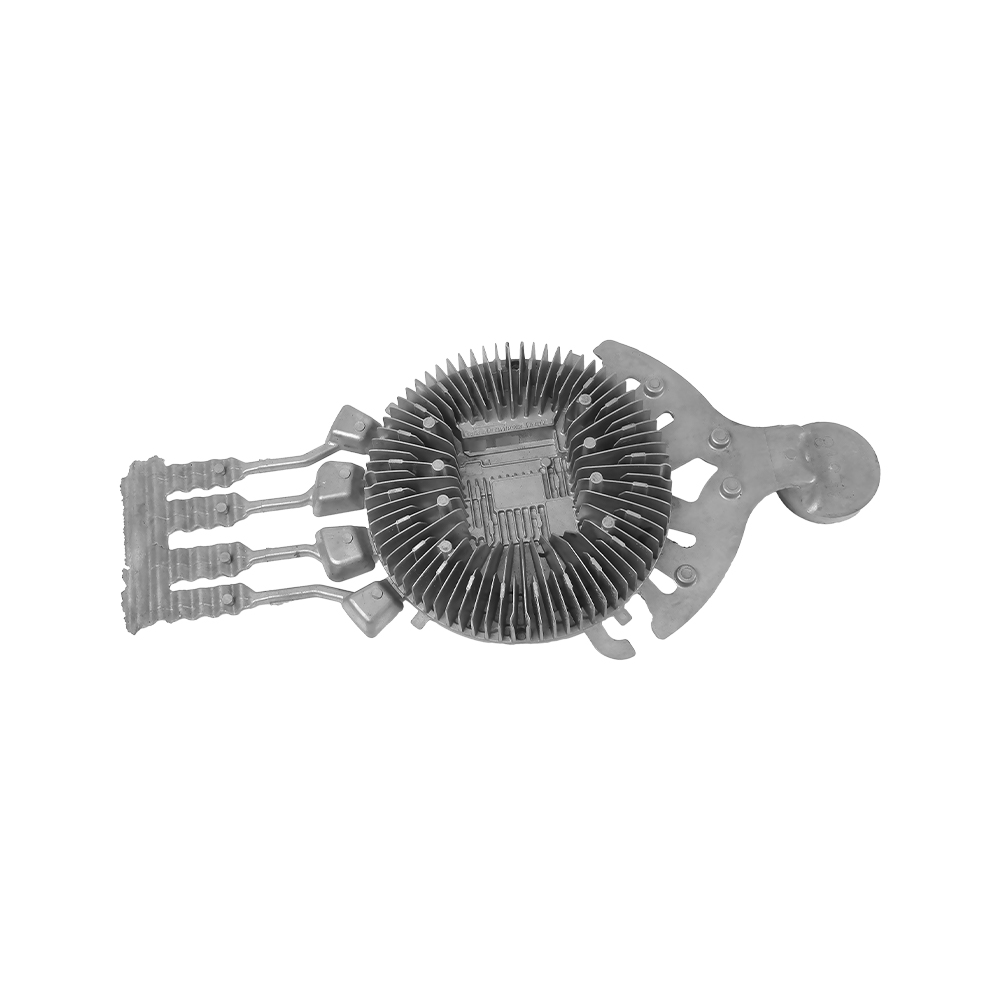
Vỏ bọc điện tử: Quản lý nhiệt thông qua đúc
Các thiết bị điện tử công suất cao - ổ đĩa động cơ, bộ biến tần, bộ khuếch đại trạm gốc viễn thông, trình điều khiển đèn LED - thường sử dụng nhôm đúc cho vỏ vì vật liệu này đóng vai trò kép vừa là vỏ vừa là tản nhiệt. Vỏ A380 HPDC có các cánh tản nhiệt tích hợp đạt giá trị điện trở nhiệt ở mức 0,5–1,5°C/tuần trong đối lưu tự nhiên, đủ cho nhiều ứng dụng công nghiệp mà không cần không khí cưỡng bức. Đối với các ứng dụng che chắn RF, độ dày thành 3–5 mm trong A380 mang lại khả năng suy giảm hiệu quả trên 500 MHz. Đúc mẫu chảy được ưu tiên khi cần có hình dạng kênh dòng chảy bên trong phức tạp cho các tấm nguội làm mát bằng chất lỏng.
05
Hàng không vũ trụ: Giá đỡ và vỏ kết cấu đúc đầu tư
Đúc đầu tư bằng hợp kim A356 hoặc A357 là phương pháp tiêu chuẩn cho giá đỡ khung máy bay, vỏ hệ thống điện tử hàng không và ống góp thủy lực trong đó độ phức tạp về hình học và dung sai chặt chẽ giúp loại bỏ gia công như một lựa chọn hiệu quả về mặt chi phí. Đúc đầu tư nhôm điển hình được sử dụng trong máy bay đạt được dung sai kích thước ± 0,13 mm và độ hoàn thiện bề mặt 3,2 µm Ra mà không cần gia công thêm. Quá trình này cho phép tạo ra các đường cắt, thành mỏng và các đường viền hữu cơ mà quá trình đúc cát không thể tạo ra một cách đáng tin cậy. Các công ty như Precision Castparts và Hitchiner Manufacturing cung cấp các sản phẩm đúc đầu tư bằng nhôm hàng không vũ trụ như vậy cho các nền tảng của Boeing, Airbus và Lockheed Martin.
06
Nghệ thuật và Điêu khắc: Dự án đúc nhôm xốp bị mất
Đúc bọt bị mất rất phổ biến đối với các nhà điêu khắc và nghệ sĩ vì bọt EPS có thể được tạo hình, chạm khắc và lắp ráp mà không cần bất kỳ góc nháp hoặc hộp lõi nào - bọt được nhôm nóng chảy tiêu thụ trong quá trình đổ, để lại một bản sao chính xác của mô hình ban đầu. Các xưởng đúc nghệ thuật cộng đồng ở các thành phố như Chicago và Portland cung cấp cơ hội tiếp cận rộng rãi với các buổi đổ nhôm xốp bị mất. Lựa chọn hợp kim ít quan trọng hơn đối với những món đồ trang trí thuần túy; phế liệu thứ cấp A380 hoặc 383 mang lại kết quả phù hợp với tính lưu loát tốt. Đổ thường sử dụng một Hệ thống ống dẫn và ống nâng 2–4 mm liên quan đến khối lượng bộ phận để đảm bảo lấp đầy hoàn toàn các đặc điểm điêu khắc mỏng.
Quy tắc thiết kế ngăn ngừa khuyết tật trong các dự án đúc nhôm
Hầu hết các lỗi đúc nhôm đều được thiết kế chứ không phải được sản xuất. Việc tuân theo các nguyên tắc thiết kế để đúc (DFC) đã được thiết lập trong giai đoạn CAD giúp loại bỏ phần lớn các lỗi xốp, đóng nguội, chạy sai và rách nóng trước khi cắt một khuôn. Các quy tắc sau đây áp dụng rộng rãi cho các quy trình cát, khuôn cố định và đúc khuôn, với các điều chỉnh dành riêng cho từng quy trình được lưu ý.
Độ dày của tường đồng đều
Độ dày thành không đồng đều tạo ra tốc độ làm mát khác nhau dẫn đến độ xốp co ngót về phía vùng đông đặc cuối cùng. Mục tiêu thiết kế được đề xuất là sự thay đổi độ dày của tường không quá 2:1 giữa các phần liền kề . Ở những nơi không thể tránh khỏi các phần lồi hoặc mặt bích nặng, việc loại bỏ vật liệu hoặc trộn các chuyển tiếp với bán kính lớn sẽ làm giảm chênh lệch khối lượng nhiệt. Đối với HPDC, nhắm mục tiêu độ dày thành danh nghĩa là 2–4 mm cho hầu hết các ứng dụng kết cấu; các bức tường trên 6 mm bắt đầu tích tụ độ xốp khí trừ khi sử dụng chất làm đầy có hỗ trợ chân không.
Phi lê và bán kính ở tất cả các góc bên trong
Các góc sắc nét bên trong tập trung ứng suất và tạo ra các điểm nóng trong quá trình hóa rắn. Bán kính phi lê bên trong tối thiểu là Độ dày thành 1,5 × được khuyến nghị theo hướng dẫn Thiết kế đúc nhôm của ASM International. Ngay cả bán kính 1 mm cũng làm giảm đáng kể các yếu tố tập trung ứng suất so với một góc thực sự sắc nét. Các góc bên ngoài có thể sắc nét hơn (bán kính tối thiểu 0,5 mm) nhưng không bao giờ được vuông hoàn toàn bằng nhôm đúc.
Góc nháp để tháo khuôn
Tất cả các bề mặt song song với hướng kéo khuôn đều yêu cầu góc nghiêng. Tiêu chuẩn tối thiểu là 1–2° đối với đúc cát, 1–3° đối với khuôn vĩnh viễn và 0,5–1,5° đối với HPDC trên bề mặt bên ngoài (nhiều hơn một chút trên bề mặt bên trong vì vật đúc co lại thành lõi). Lực kéo không đủ dẫn đến khuôn bị mòn, gãy lõi và khó lấy ra, cuối cùng làm hỏng vật đúc. Các bề mặt tiếp xúc với khuôn không được có gió lùa; xác định rõ ràng trong bản vẽ hướng nào là mặt phẳng phân khuôn.
Gating và Risering để kiên cố hóa định hướng
Thiết kế cổng tốt cung cấp kim loại lỏng dần dần từ phần mỏng đến dày, đảm bảo rằng các vùng nặng nhất vẫn được kết nối với bể chứa chất lỏng - ống đứng - cho đến khi đông đặc hoàn toàn. Quy tắc Chvorinov (thời gian hóa rắn tỷ lệ thuận với (Thể tích/Diện tích bề mặt)2) hướng dẫn định cỡ ống nâng: ít nhất một ống nâng phải có mô đun 1,2× phần nặng nhất nó ăn. Phần mềm mô phỏng như MAGMASOFT, Flow-3D và ProCAST được sử dụng rộng rãi để xác nhận thiết kế cổng và ống đứng trước khi cắt dụng cụ sản xuất, giảm đáng kể chi phí thử và sai.
Thiết kế ren và hạt dao bằng nhôm đúc
Nhôm đúc quá mềm đối với các sợi thô trực tiếp trong các ứng dụng dây buộc có mô-men xoắn lớn. Các tùy chọn bao gồm: (1) đúc bằng các hạt dao có ren bằng thép hoặc đồng thau - các sản phẩm Heli-Coil và E-Z Lok phổ biến cho các ứng dụng trang bị thêm; (2) sử dụng ren gia công sau đúc với ít nhất Chiều dài tương tác đường kính ren 1,5 × ; hoặc (3) chỉ định lắp đặt hạt dao siêu âm cho các thiết kế liền kề bằng nhựa nhiệt dẻo. Các bộ phận HPDC có thể kết hợp các lỗ lõi với đường kính tối thiểu 2,0 mm với thiết kế khuôn cẩn thận, giảm yêu cầu khoan sau đúc.
Kiểm soát chất lượng nóng chảy - Bước mà hầu hết những người mới bắt đầu bỏ qua trong quá trình đúc nhôm
Chất lượng của nhôm nóng chảy tại thời điểm rót quyết định trần chất lượng của sản phẩm đúc thành phẩm. Một bộ phận được thiết kế hoàn hảo được đúc từ kim loại được chuẩn bị kém sẽ vẫn có độ xốp, tạp chất oxit và tính chất cơ học giảm. Những người vận hành xưởng đúc có kinh nghiệm coi việc chuẩn bị nấu chảy cũng nghiêm túc như việc thiết kế khuôn.
Độ xốp của hydro: Khiếm khuyết đúc nhôm phổ biến nhất
Nhôm hòa tan hydro dễ dàng ở trạng thái lỏng - nhôm lỏng ở 750°C có thể giữ được khoảng 0,65 cm³ trên 100 g kim loại , so với chỉ 0,034 cm³ trên 100 g ở trạng thái rắn (theo dữ liệu từ Hiệp hội Nhôm). Khi chất tan chảy đông đặc lại, phần lớn hydro hòa tan đó sẽ bị loại bỏ và tạo thành các bong bóng cực nhỏ - độ xốp - trong suốt quá trình đúc. Các nguồn hydro chính là độ ẩm không khí, phế liệu ướt, dầu hồi và chất trợ dung ướt.
Khử khí bằng nitơ khô hoặc argon thông qua thiết bị khử khí quay (quy trình SNIF hoặc tương đương) làm giảm lượng hydro hòa tan xuống dưới mức 0,10 cm³ trên 100 g trong thực tế thương mại - thấp hơn nhiều so với ngưỡng cho độ xốp có thể nhìn thấy được ở hầu hết các dạng hình học đúc. Những người yêu thích không có thiết bị khử khí quay có thể sử dụng viên hexachloroethane (với hệ thống thông gió thích hợp - quá trình tạo ra khí clo) hoặc đơn giản là giảm thiểu sự tiếp xúc với độ ẩm với chất tan chảy bằng cách làm nóng trước tất cả dụng cụ và đóng nắp lò.
Thực hành bao gồm oxit và thông lượng
Nhôm bị oxy hóa ngay lập tức khi tiếp xúc với không khí, tạo thành lớp vỏ alumina (Al₂O₃) mỏng nhưng bền. Đổ hỗn loạn sẽ làm lớp da này tan chảy, tạo ra các màng oxit kép đóng vai trò là vị trí bắt đầu vết nứt trong vật đúc đã đông đặc. Cố giáo sư John Campbell của Đại học Birmingham đã dành nhiều thập kỷ để ghi lại nguyên nhân gốc rễ của sự phân tán tính chất cơ học của hầu hết các vật đúc nhôm - độ biến thiên độ bền kéo 30–40% trong các vật đúc giống hệt nhau thường bắt nguồn từ sự phân bố màng kép.
Các biện pháp đối phó thực tế bao gồm: muôi rót từ đáy thay vì muôi rót từ trên, bộ lọc bọt gốm trong hệ thống cổng (20–30 ppi đối với nhôm), giảm chiều cao rót và kiểm soát tốc độ rót cũng như giảm thiểu nhiễu loạn ở lối vào khuôn. Việc bổ sung chất trợ dung (bao gồm các chất trợ dung như hỗn hợp kali clorua/natri clorua) bảo vệ bề mặt tan chảy khỏi quá trình oxy hóa trong khí quyển giữa các lần nung và giúp kết hợp các hạt oxit để hớt trước khi rót.
Kiểm soát nhiệt độ và quá nhiệt
Hầu hết các hợp kim đúc nhôm có nhiệt độ chất lỏng giữa 555°C và 615°C . Đổ ở nhiệt độ quá cao (hơn 80–100°C so với chất lỏng) làm tăng khả năng hấp thụ khí, hình thành oxit và ăn mòn khuôn trong HPDC. Đổ quá lạnh sẽ gây ra hiện tượng chạy sai và đóng nguội - những khu vực mà mặt trước kim loại đông cứng lại trước khi đổ đầy khuôn. Nhiệt độ rót tối ưu cho hầu hết các ứng dụng nằm trong khoảng 680°C và 740°C , với nhiệt độ khuôn cũng đóng một vai trò quan trọng: khuôn cố định thường được làm nóng trước đến 200–350°C đối với nhôm.
Hoạt động sau đúc: Xử lý nhiệt, gia công và hoàn thiện bề mặt
Hầu hết các dự án đúc nhôm đều yêu cầu ít nhất một số công việc sau đúc. Các hoạt động dưới đây được trình bày theo thứ tự chúng thường được thực hiện trong sản xuất.
Bước 1
Suy thoái và rung chuyển
Vật đúc bằng cát được lắc ra khỏi khuôn sau khi đông đặc (thường trong vòng 5–30 phút tùy thuộc vào trọng lượng bộ phận). Các đường chạy và đường đứng được loại bỏ bằng cách cưa, mài hoặc bẻ thủy lực. Các bộ phận HPDC được cắt gọt trong một khuôn cắt chuyên dụng có chức năng cắt tia chớp và đường chạy chỉ trong một lần nhấn, với thời gian chu kỳ là 5–15 giây cho mỗi bộ phận. Đường phân khuôn trên vật đúc bằng cát thường yêu cầu mài bằng tay để hòa trộn với bề mặt vật đúc.
Bước 2
Xử lý nhiệt (Khi được chỉ định)
Ký hiệu nhiệt độ T6 - xử lý nhiệt bằng dung dịch sau đó là lão hóa nhân tạo - là phương pháp xử lý nhiệt được chỉ định rộng rãi nhất cho vật đúc nhôm. Đối với A356:
- Xử lý dung dịch: 538°C ± 6°C trong 4–12 giờ (tùy thuộc vào độ dày phần)
- Làm nguội: nước ở nhiệt độ 60–80°C (làm nguội bằng nước ấm giúp giảm thiểu biến dạng ứng suất dư)
- Tuổi: 154°C ± 6°C trong 6–12 giờ
Trình tự này hòa tan các kết tủa Mg₂Si thành dung dịch và sau đó kết tủa lại chúng dưới dạng phân tán mịn cản trở chuyển động trật khớp, tăng cường độ chảy từ khoảng 83 MPa (tính khí F) đến 186–207 MPa (tính khí T6) .
Bước 3
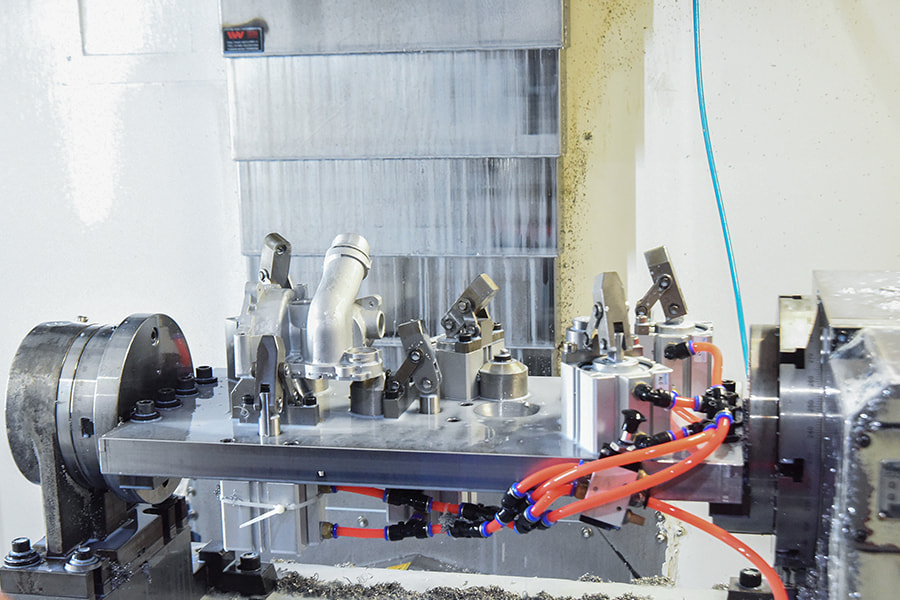
Gia công CNC các bề mặt quan trọng
Máy đúc nhôm đặc biệt tốt - tuổi thọ dụng cụ thường dài hơn 10–20× khi gia công nhôm và thép ở điều kiện tải phoi tương đương. Gia công CNC tốc độ cao trên nhôm đúc sử dụng dụng cụ cacbua, tốc độ cắt 300–600 m/phút (feet bề mặt mỗi phút: 1.000–2.000) và chất làm mát ngập nước hoặc bôi trơn số lượng tối thiểu (MQL). Các tính năng của Datum được gia công vào vật đúc - miếng đệm, lỗ khoan và lỗ định vị - thiết lập khung tham chiếu cho tất cả các nguyên công gia công tiếp theo. Đối với các bộ phận HPDC khối lượng lớn, các dây truyền chuyên dụng có thời gian chu kỳ dưới 60 giây cho mỗi bộ phận là phổ biến trong các ô đúc ô tô.
Bước 4
Tùy chọn hoàn thiện bề mặt cho vật đúc nhôm
Phạm vi lựa chọn hoàn thiện cho các dự án đúc nhôm rất rộng:
- Anodizing: Quá trình oxy hóa điện hóa tạo ra lớp alumina dày đặc 5–25 µm (Loại II) hoặc 25–100 µm (Anodize cứng Loại III). Cung cấp khả năng chống ăn mòn và mài mòn tuyệt vời. Tốt nhất với hợp kim A356 hoặc 535.
- sơn tĩnh điện: Ứng dụng tĩnh điện của bột polyme nhiệt rắn, xử lý ở 160–200°C. Khả năng chống tia cực tím tuyệt vời, dải màu rộng, tiết kiệm chi phí cho khối lượng trung bình đến cao. Tương thích với tất cả các hợp kim đúc.
- Lớp phủ chuyển hóa cromat: Cromat hóa trị ba (Alodine/Iridite) cung cấp lớp sơn lót chống ăn mòn và bám dính sơn cho các ứng dụng hàng không vũ trụ và quốc phòng. Tuân thủ RoHS với công thức hóa trị ba.
- Bắn nổ và rung rung: Hoàn thiện cơ học giúp loại bỏ các gờ, cải thiện hình thức bề mặt và có thể được sử dụng để tạo ra ứng suất dư nén (biến thể bắn mài) giúp cải thiện tuổi thọ mỏi lên tới 30%.
- Mạ niken không điện: Tạo ra một lớp niken-phốt pho đồng nhất 10–50 µm giúp cải thiện đáng kể độ cứng (500–700 HV sau khi xử lý nhiệt) và chống mài mòn, được sử dụng cho khuôn, ống lót và bề mặt trượt.
Cơ cấu chi phí của các dự án đúc nhôm - Yếu tố thúc đẩy giá
Việc hiểu các yếu tố thúc đẩy chi phí giúp các kỹ sư dự án đưa ra quyết định lựa chọn quy trình tốt hơn và cung cấp cho các nhóm mua sắm một khuôn khổ để đánh giá báo giá từ các nhà cung cấp vật đúc.
Khắc phục sự cố các lỗi đúc nhôm thường gặp
Ngay cả những người vận hành xưởng đúc có kinh nghiệm cũng gặp phải lỗi. Bảng dưới đây liệt kê các lỗi đúc nhôm phổ biến nhất về nguyên nhân gốc rễ và hành động khắc phục.
| khiếm khuyết | Ngoại hình | Nguyên nhân chính | Hành động khắc phục |
|---|---|---|---|
| Độ xốp khí | Khoảng trống tròn, tường nhẵn, phân bố ngẫu nhiên | Hydro hòa tan trong tan chảy | Degas tan chảy; làm khô tất cả dụng cụ và phế liệu; giảm quá nhiệt |
| Độ xốp co ngót | Khoảng trống không đều, tường gồ ghề, ở những phần nặng | Cho ăn / tăng không đầy đủ | Tăng kích thước ống nâng; thêm cảm giác ớn lạnh vào những phần nặng nề; thiết kế lại bức tường đồng nhất |
| Tắt lạnh | Đường may tuyến tính trên bề mặt, giao diện yếu | Hai mặt trước kim loại được làm mát trước khi gặp nhau | Tăng nhiệt độ rót; cải thiện việc kết nối để hợp nhất các luồng sớm hơn |
| Rách nóng | Vết nứt rách ở phần phi lê hoặc thay đổi mặt cắt | Ứng suất nhiệt trong quá trình hóa rắn ở giai đoạn cuối | Tăng bán kính phi lê; thêm tính linh hoạt cho lõi; khuôn làm nóng trước |
| Bao gồm oxit | Các vệt tối hoặc màng có thể nhìn thấy trên phần gia công | Đổ hỗn loạn, da oxit gấp nếp | Giảm chiều cao đổ; sử dụng bộ lọc bọt gốm; tránh xỉ tan chảy lại |
| Chạy sai | Điền không đầy đủ, làm tròn các cạnh không đầy đủ | Kim loại quá lạnh, mặt cắt mỏng, độ thông hơi kém | Tăng nhiệt độ đổ; làm dày các bức tường mỏng; thêm lỗ thông hơi vào khuôn |
Đúc nhôm bền vững - Tái chế, năng lượng và nền kinh tế tuần hoàn
Nhôm là kim loại kết cấu có thể tái chế nhiều nhất được sử dụng phổ biến và đặc tính này làm thay đổi căn bản tính toán bền vững của các dự án đúc nhôm so với các giải pháp thay thế bằng thép hoặc kẽm. Tái chế nhôm chỉ cần 5% năng lượng cần thiết để sản xuất nhôm sơ cấp từ quặng bôxit — khoảng 2–3 kWh/kg đối với sản xuất thứ cấp so với 45–55 kWh/kg đối với sản xuất sơ cấp (dữ liệu từ Viện Nhôm Quốc tế, 2023). Sự khác biệt về lượng khí thải carbon cũng không kém phần ấn tượng: nhôm thứ cấp tạo ra khoảng 0,5–1,0 kg CO₂ trên mỗi kg kim loại so với 8–12 kg CO₂ trên mỗi kg đối với quá trình nấu chảy sơ cấp bằng than.
Kết thúc 75% tổng số nhôm từng được sản xuất vẫn còn được sử dụng cho đến ngày nay , theo Hiệp hội Nhôm. Lĩnh vực ô tô có tỷ lệ tái chế nhôm cao nhất so với bất kỳ mục đích sử dụng cuối cùng nào - các phương tiện hết hạn sử dụng cung cấp nguồn phế liệu hợp kim đúc sạch dày đặc, tách biệt để quay trở lại sản xuất hợp kim HPDC thứ cấp với chất lượng bị suy giảm ở mức tối thiểu. Hiệu suất vòng kín này là một lý do khiến các nhà sản xuất ô tô coi nhôm đúc là lựa chọn thiết kế tích cực về tính bền vững ngay cả trên nền tảng xe sử dụng nhiều năng lượng.
Đối với hoạt động đúc, việc thu hồi năng lượng từ khí thải lò, giám sát hóa học nóng chảy theo thời gian thực để giảm thiểu chu kỳ nấu chảy lại và lớp lót lò bằng sợi gốm giúp giảm thất thoát nhiệt từ 15–25% so với các thiết kế vật liệu chịu lửa cũ đều góp phần giảm tác động môi trường trong các cơ sở đúc nhôm hiện đại. Một số xưởng đúc ở châu Âu - bao gồm Rheinfelden Alloys và Novelis - đã cam kết thực hiện hoạt động đúc nhôm trung tính carbon vào năm 2030 thông qua sự kết hợp giữa các chương trình bù đắp và tìm nguồn cung ứng năng lượng tái tạo.
Xu hướng mới nổi trong đúc nhôm - Điều gì đang thay đổi ngành
Ngành công nghiệp đúc nhôm đang trải qua sự thay đổi kỹ thuật có ý nghĩa do điện khí hóa, sản xuất kỹ thuật số và phát triển hợp kim mới. Hiểu được những xu hướng này có liên quan đến bất kỳ ai đang lên kế hoạch cho các chương trình đúc nhôm kéo dài nhiều năm.
Đúc Mega và tích hợp kết cấu
Việc Tesla sử dụng máy ép giga 6.000 tấn và 9.000 tấn để đúc toàn bộ phần gầm xe điện phía sau dưới dạng khuôn đúc nhôm duy nhất - thay thế 70–100 bộ phận được hàn và dập riêng lẻ - đã thu hút sự quan tâm đáng kể trong ngành công nghiệp ô tô. Toyota, Volvo, General Motors và một số OEM Trung Quốc đã công bố các chương trình tương tự. Vật đúc sử dụng phương pháp đúc chân không cao tùy chỉnh với hợp kim Al-Si-Mg được phát triển đặc biệt để đúc kết cấu lớn, đạt được độ giãn dài trên 10% và độ bền kéo trên 250 MPa khi đúc mà không cần xử lý nhiệt. Sự phát triển này về cơ bản làm thay đổi tính kinh tế của việc sản xuất cấu trúc thân xe với khối lượng trên 100.000 chiếc mỗi năm.
Khuôn và lõi cát in 3D
Việc in phun chất kết dính của khuôn cát silic (sử dụng các hệ thống từ ExOne/Desktop Metal, Voxeljet và Viridis3D) đã loại bỏ bước tạo mẫu khỏi quá trình đúc cát, cho phép sản xuất một mảnh các vật đúc nhôm phức tạp với các đường dẫn bên trong không thể tạo lõi bằng các phương pháp thông thường về mặt hình học. Hiện tại, thời gian thực hiện từ tệp CAD đến phần đúc đầu tiên là 3–5 ngày làm việc với khuôn cát in, so với 4–8 tuần đối với khuôn mẫu và dụng cụ thông thường. Ford, John Deere và một số công ty hàng không vũ trụ đang sử dụng khuôn cát in cho vật đúc nhôm nguyên mẫu và sản xuất khối lượng thấp, với chi phí bộ phận cạnh tranh với các lựa chọn thay thế gia công cho hình học phức tạp.
Giám sát quy trình thời gian thực và kiểm soát chất lượng AI
Các mảng cảm biến được nhúng trong máy đúc khuôn giờ đây có thể ghi lại các thông số áp suất phun, nhiệt độ bề mặt khuôn và dữ liệu vận tốc kim loại ở độ phân giải mili giây. Các mô hình học máy được huấn luyện dựa trên dữ liệu lỗi lịch sử có thể dự đoán độ xốp co ngót và xác suất đóng nguội từ các dấu hiệu biên dạng ảnh trước khi bộ phận được lấy ra khỏi khuôn — cho phép tự động loại bỏ các ảnh chụp không có thông số kỹ thuật mà không cần kiểm tra bằng tia X. Báo cáo của một số nhà cung cấp đúc ô tô cấp 1 giảm tỷ lệ phế liệu từ 30–50% sau khi triển khai các hệ thống giám sát thời gian thực như vậy, trực tiếp giúp giảm chi phí và cải thiện các chỉ số về tính bền vững.
Phát triển hợp kim để quản lý nhiệt xe điện
Tấm làm mát pin EV yêu cầu hợp kim đúc bằng nhôm có tính dẫn nhiệt cao, độ kín áp suất tuyệt vời (không có độ xốp) và khả năng tạo thành các mối hàn hàn. Tiêu chuẩn A380 có độ dẫn nhiệt xấp xỉ 96 W/m·K - đủ nhưng chưa tối ưu. Các hợp kim mới thuộc dòng Al-Si-Mg với hàm lượng sắt và đồng được kiểm soát đang được các công ty bao gồm Novelis, Constellium và Impol phát triển để đạt được độ dẫn điện trên 160 W/m·K trong điều kiện đúc, cho phép hệ thống pin làm mát bằng chất lỏng nhỏ gọn và hiệu quả hơn. Đây là một lĩnh vực nghiên cứu hợp kim tích cực với nhiều bằng sáng chế được nộp vào năm 2022–2024.
Câu hỏi thường gặp về dự án đúc nhôm
Hợp kim nhôm tốt nhất cho dự án đúc đầu tiên là gì?
Đối với những người mới bắt đầu sử dụng lò nung ở sân sau và khuôn cát xanh, pít-tông tái chế (thường là hợp kim 4032 hoặc 2618) hoặc phôi A356 sạch đều là những điểm khởi đầu tuyệt vời. Cả hai đều có tính lưu động tốt ở nhiệt độ đổ điển hình ở sân sau là 700–730°C và không có chất bổ sung hợp kim độc hại đáng kể. A356 dễ thoát hơi ẩm trong cát hơn một chút vì hàm lượng silicon của nó cải thiện tính lưu động ngay cả ở nhiệt độ thấp hơn. Tránh phế liệu không xác định từ các thiết bị điện tử hoặc các bộ phận được phủ - chất gây ô nhiễm từ vật hàn, khuôn đúc kẽm hoặc lớp mạ có thể tạo ra khói độc và chất lượng vật đúc kém.
Làm cách nào để ngăn chặn độ xốp trong vật đúc nhôm của tôi?
Độ xốp có hai nguyên nhân gốc rễ: hydro hòa tan (độ xốp khí) và việc cung cấp không đủ độ co ngót (độ xốp co ngót). Để giải quyết tình trạng xốp của khí, hãy giữ cho tất cả các vật liệu khuôn và kim loại khô ráo, sử dụng chất trợ dung che phủ và khử khí nóng chảy trước khi đổ. Để giải quyết độ xốp co ngót, hãy đảm bảo ống đứng của bạn đủ lớn để duy trì chất lỏng sau khi vật đúc đã đông đặc - mô đun ống đứng phải vượt quá mô đun phần đúc nặng nhất ít nhất 20%. Các thiết bị lạnh được đặt liền kề với các phần nặng cũng giúp đẩy nhanh quá trình đông đặc cục bộ để giảm nhu cầu co ngót.
Độ dày thành tối thiểu có thể đạt được khi đúc nhôm là bao nhiêu?
Độ dày thành tối thiểu phụ thuộc vào quá trình đúc. Đúc khuôn áp suất cao đạt được thành mỏng nhất - thấp đến mức 0,8 mm trong các thiết kế khuôn được tối ưu hóa với phun kim loại tốc độ cao. Đúc đầu tư đáng tin cậy đạt được 1,0–1,5 mm. Tay cầm đúc khuôn cố định (khuôn trọng lực) tối thiểu 2–3 mm. Đúc cát thường yêu cầu thành tối thiểu 3–5 mm để lấp đầy đáng tin cậy, mặc dù những người vận hành xưởng đúc lành nghề đã đạt được 2 mm ở các bộ phận nhỏ hơn với hợp kim có tính lưu động silicon cao và khuôn được kiểm soát tốt.
Nhôm đúc có thể hàn được không?
Có, nhiều hợp kim đúc nhôm có thể được hàn, nhưng quá trình này đòi hỏi phải cẩn thận. Hợp kim A356 và 535 là hợp kim đúc phổ biến nhất có thể hàn được. Hàn hồ quang vonfram khí (GTAW/TIG) với dây phụ 4043 hoặc 5356 là thông lệ tiêu chuẩn. Các bộ phận HPDC chứa A380 thường được coi là không thể hàn được trong các ứng dụng kết cấu do hàm lượng đồng và độ xốp của khí thoát ra trong quá trình hàn. Nếu hàn nhôm đúc, hãy làm nóng trước khu vực này ở nhiệt độ 150–200°C để giảm nứt do sốc nhiệt và nên giảm ứng suất sau hàn ở 175°C trong 2–4 giờ cho các mối nối kết cấu trong A356.
Mất bao lâu để đúc nhôm?
Thời gian thực hiện thay đổi rất nhiều tùy theo quy trình và địa điểm của nhà cung cấp. Đối với vật đúc khuôn cát in 3D (số lượng nguyên mẫu), thời gian thực hiện sản phẩm đầu tiên của 3–10 ngày làm việc có thể đạt được từ các nhà cung cấp được thành lập. Đúc cát thông thường với mẫu mới: 4–8 tuần để chế tạo mẫu cộng với 1–2 tuần để đúc. HPDC với công cụ mới: 10–20 tuần để sản xuất khuôn, sau đó sản xuất số lượng trong 2–4 tuần. Đúc mẫu: 8–16 tuần đối với dụng cụ, 3–6 tuần đối với sản xuất. Các chương trình gia công nhanh với chi phí cao hơn có thể giảm 30–50% các mốc thời gian này với các nhà cung cấp cao cấp.
Sự khác biệt giữa đúc khuôn và nhôm đúc cát là gì?
Đúc cát sử dụng các khuôn cát có thể sử dụng được, được phá hủy để giải phóng bộ phận - tạo ra hình học phức tạp và các bộ phận rất lớn, nhưng độ hoàn thiện bề mặt thấp hơn, dung sai rộng hơn và thời gian chu kỳ chậm hơn. Đúc khuôn sử dụng khuôn thép cứng vĩnh viễn (khuôn) và phun kim loại dưới áp suất cao - đạt được độ bóng bề mặt tuyệt vời (1–2 µm Ra), dung sai chặt chẽ (± 0,05–0,15 mm) và tốc độ sản xuất rất cao (chu kỳ 30–120 giây), nhưng với chi phí dụng cụ cao và yêu cầu số lượng tối thiểu khiến việc sản xuất dưới khoảng 10.000 bộ phận trở nên không kinh tế. Đúc cát tốt hơn cho các nguyên mẫu, các bộ phận lớn và khối lượng thấp; đúc khuôn vượt trội trong việc sản xuất khối lượng lớn các bộ phận có độ chính xác từ nhỏ đến trung bình.
Đúc nhôm có thân thiện với môi trường không?
Đúc nhôm sử dụng hợp kim thứ cấp (tái chế) là một trong những quy trình gia công kim loại thân thiện với môi trường hơn. Nhôm thứ cấp chỉ cần 5% năng lượng của quá trình sản xuất nhôm sơ cấp và tạo ra một phần lượng khí thải CO₂. Khả năng tái chế cao của nhôm - với tỷ lệ tái chế trên 90% trong lĩnh vực ô tô - và dòng nguyên liệu khép kín trong nhiều hoạt động đúc khiến nhôm trở nên xanh hơn đáng kể so với các quy trình sử dụng kim loại sơ cấp. Mối quan tâm chính về môi trường là lượng khí thải fluoride từ việc sử dụng chất trợ dung (được kiểm soát bởi máy lọc ướt trong các xưởng đúc hiện đại) và quản lý chất làm mát trong hoạt động gia công.
Tôi có thể anod hóa các bộ phận bằng nhôm đúc không?
Các hợp kim HPDC tiêu chuẩn như A380 (chứa 3–4% đồng) không anod hóa để đạt chất lượng hoàn thiện ổn định — hàm lượng đồng gây ra vết màu nâu hoặc đen trong lớp anốt. Đối với bề mặt được anot hóa trên nhôm đúc, hãy chỉ định hợp kim có hàm lượng đồng thấp như A360 (đồng dưới 0,6%) hoặc hợp kim đúc khuôn mỹ phẩm đặc biệt. Hợp kim A356 và 535 anod hóa sạch sẽ và nhuộm màu đồng đều. Nếu cần phải đúc khuôn và chỉ định anodizing, hãy làm việc với nhà cung cấp vật đúc của bạn để chọn hợp kim có hàm lượng đồng thấp thích hợp trong giai đoạn thiết kế thay vì phát hiện ra sự không tương thích sau khi chế tạo công cụ.










